Nylon Airbag: The Ultimate B2B Sourcing Guide for Global Buyer
Introduction: Navigating the Global Market for nylon airbag
The global market for nylon airbags is witnessing rapid evolution, driven by increasing safety standards and technological advancements in automotive and aerospace applications. However, sourcing high-quality nylon airbag materials can be a daunting challenge for international B2B buyers, particularly those operating in diverse regions such as Africa, South America, the Middle East, and Europe. With a myriad of options available, businesses must navigate through varying quality standards, compliance requirements, and supplier reliability to make informed purchasing decisions.
This comprehensive guide delves into the intricacies of nylon airbags, exploring the different types, applications, and material specifications crucial for both automotive and industrial uses. It covers essential aspects such as supplier vetting processes, cost considerations, and emerging trends within the airbag market. By providing actionable insights and expert recommendations, this guide empowers B2B buyers to identify reputable suppliers and secure the right materials that meet their specific needs.
Whether you are looking to enhance vehicle safety features, develop innovative airbag systems for military applications, or ensure compliance with stringent industrial standards, this resource serves as your go-to reference. Equip yourself with the knowledge necessary to make strategic purchasing decisions that enhance safety and performance across various sectors.
Understanding nylon airbag Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Automotive Airbags | High-strength nylon 6.6, rapid inflation (50 ms), smart sensors | Automotive safety systems, passenger vehicles | Pros: High safety standards, customizable. Cons: Regulatory compliance required. |
| Military Airbags | Enhanced durability, fire-resistant coatings, specialized designs | Military vehicles, helicopters, aircraft | Pros: High durability, tailored for extreme conditions. Cons: Higher cost, limited suppliers. |
| Containment Tarps | Silicone-coated, impermeable, lightweight | Industrial paint overspray, construction containment | Pros: Versatile, easy to transport. Cons: May require custom sizing for specific applications. |
| Medical Airbags | Designed for patient safety, immobilization capabilities | Hospitals, emergency services | Pros: Improves patient safety, specialized design. Cons: Niche market, potentially higher costs. |
| Motorcycle Airbags | Compact design, rapid deployment, often integrated into gear | Motorcycle safety gear, helmets | Pros: Enhanced safety for riders, lightweight. Cons: Limited market, higher manufacturing complexity. |
What are the Characteristics of Automotive Airbags?
Automotive airbags, primarily made from nylon 6.6, are engineered to withstand rapid inflation and high impact forces. They feature smart sensors that adapt deployment based on the severity of a crash and the occupant’s position. These airbags are crucial for enhancing passenger safety and are widely used across the automotive industry. B2B buyers should consider factors like compliance with safety regulations and customization options to meet specific vehicle designs.
How Do Military Airbags Differ from Standard Variants?
Military airbags are designed for extreme conditions, incorporating advanced materials and fire-resistant coatings to ensure reliability. These airbags are utilized in military vehicles and aircraft to protect personnel during high-risk operations. Buyers in the defense sector should prioritize durability and the ability to withstand harsh environments, along with the availability of specialized designs tailored to specific military applications.
What are the Benefits of Using Containment Tarps?
Containment tarps, made from silicone-coated nylon, are lightweight and impermeable, making them ideal for industrial applications such as paint overspray and construction debris control. Their design allows for easy transportation and setup, while reinforced edges ensure durability. B2B buyers should assess the need for custom sizes and the potential for multi-use applications, as these tarps can significantly improve operational efficiency.
How Do Medical Airbags Enhance Patient Safety?
Medical airbags are specifically designed to protect patients during transport or in emergency situations, providing immobilization and cushioning. These airbags are essential in hospitals and emergency services, where patient safety is paramount. B2B buyers in the healthcare sector should focus on the effectiveness of these airbags in real-world scenarios and the ability to integrate them into existing medical equipment.
What Makes Motorcycle Airbags a Vital Component of Safety Gear?
Motorcycle airbags are compact and designed for rapid deployment, often integrated into riding gear or helmets. They significantly enhance rider safety by cushioning impacts during accidents. B2B buyers in the motorcycle safety market should consider the complexity of manufacturing and the need for rigorous testing to ensure reliability and effectiveness in real-life situations.
Key Industrial Applications of nylon airbag
| Industry/Sector | Specific Application of nylon airbag | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Automotive | Driver and passenger airbags | Enhances vehicle safety, reducing injury liability and improving consumer trust | Compliance with safety regulations, durability, and rapid inflation capabilities |
| Military & Aerospace | Cockpit Air Bag System (CABS) for helicopters | Increases occupant safety, potentially reducing casualties during crashes | High-performance materials, fire resistance, and specialized engineering support |
| Construction | Coated airbag tarps for containment during projects | Effective dust and debris control, ensuring compliance with environmental regulations | Material strength, UV resistance, and custom sizing options |
| Medical | Medical airbags for patient transport and immobilization | Protects patients from further injury, improving overall care quality | Biocompatibility, lightweight design, and ease of use |
| Sports & Recreation | Motorcycle helmet airbags | Provides additional protection for riders, enhancing safety standards in sports gear | Material durability, inflation speed, and comfort for the user |
How is Nylon Airbag Used in the Automotive Industry?
In the automotive sector, nylon airbags are essential safety components in vehicles. They are deployed during collisions to cushion and protect passengers from injury. The rapid inflation of nylon airbags, which can occur within milliseconds, is crucial for their effectiveness. International buyers in this sector should prioritize compliance with safety regulations, ensuring that the materials used meet rigorous durability and performance standards. Additionally, manufacturers must focus on the airbag’s ability to deploy effectively in various crash scenarios.
What Role Does Nylon Airbag Play in Military and Aerospace Applications?
The military and aerospace industries utilize nylon airbags in advanced systems like the Cockpit Air Bag System (CABS) for helicopters. These airbags are designed to enhance occupant safety during crashes, potentially reducing casualties by significant margins. Buyers in this sector need to consider high-performance materials that can withstand extreme conditions, such as fire resistance and mechanical stress. Collaborating with suppliers who have expertise in specialized engineering can ensure that the airbags meet stringent military specifications.
How are Coated Airbag Tarps Beneficial in Construction?
In construction, coated airbag tarps made from nylon are employed for effective containment of dust, debris, and hazardous materials during projects. These tarps ensure compliance with environmental regulations while maintaining a safe worksite. B2B buyers should focus on sourcing durable materials that offer UV resistance and customization options to fit various project requirements. A reliable supplier can provide tailored solutions that enhance operational efficiency and safety on construction sites.
What are the Applications of Nylon Airbags in the Medical Field?
Nylon airbags find applications in the medical sector, particularly for patient transport and immobilization. They provide cushioning to protect patients from further injury during transfers, enhancing the quality of care. Buyers in this field must consider factors such as biocompatibility, lightweight design, and ease of use to ensure that the airbags can be safely integrated into medical protocols. Sourcing from manufacturers with a focus on healthcare standards is crucial for maintaining patient safety.
How Do Motorcycle Helmet Airbags Enhance Safety in Sports?
In sports and recreation, nylon airbags are integrated into motorcycle helmets to provide an additional layer of protection for riders. These airbags deploy during an impact, significantly reducing the risk of head injuries. B2B buyers in this market should prioritize materials that offer high durability and rapid inflation capabilities while ensuring comfort for the user. Collaborating with innovative manufacturers can lead to advancements in safety standards for sports gear, ultimately benefiting the entire industry.

A stock image related to nylon airbag.
3 Common User Pain Points for ‘nylon airbag’ & Their Solutions
Scenario 1: Sourcing Durable Nylon Airbags for Extreme Conditions
The Problem: B2B buyers in industries such as aerospace and military often struggle to find nylon airbags that can withstand extreme conditions. Standard airbags may fail under high temperatures or exposure to chemicals, which can lead to catastrophic failures during critical operations. This issue is particularly pressing for manufacturers needing airbags that meet specific military or aerospace standards, where reliability and performance are non-negotiable.
The Solution: To overcome this challenge, buyers should focus on sourcing specialty nylon airbags that are specifically designed for high-stress environments. Engaging with suppliers who offer coated nylon fabrics, such as those with silicone or other heat-resistant coatings, can provide the necessary durability. It’s crucial to request detailed specifications regarding the fabric’s thermal resistance, chemical compatibility, and tensile strength. Buyers can also benefit from samples to test the airbags under simulated conditions before committing to larger orders. Collaborating closely with manufacturers to customize the airbags based on the unique environmental demands can further enhance safety and reliability.
Scenario 2: Ensuring Compliance with Safety Standards
The Problem: In many regions, including Europe and North America, stringent safety regulations dictate the performance standards for automotive airbags. B2B buyers may find it challenging to ensure that their nylon airbags comply with these evolving standards, which can vary significantly across different markets. Non-compliance can lead to costly recalls, legal issues, and damage to brand reputation.
The Solution: Buyers should prioritize working with manufacturers who possess a thorough understanding of international safety standards and testing protocols, such as FMVSS 302 for automotive airbags. It is advisable to request certifications and test results that demonstrate compliance with applicable regulations. Engaging in proactive communication with suppliers can help buyers stay informed about changes in regulations and emerging standards. Additionally, considering manufacturers who provide ongoing support and consultation can be beneficial in navigating compliance challenges effectively.
Scenario 3: Managing Cost-Efficiency Without Sacrificing Quality
The Problem: Many B2B buyers are under pressure to reduce production costs while maintaining high-quality standards for nylon airbags. This can create a conflict between sourcing cheaper materials and ensuring the airbags meet safety and performance expectations. Poor-quality airbags can lead to higher liability risks and increased costs over time due to product failures or accidents.
The Solution: To balance cost-efficiency with quality, buyers should adopt a strategic sourcing approach that includes evaluating the total cost of ownership rather than just the initial purchase price. This involves assessing the longevity, performance, and reliability of the nylon airbags. Collaborating with suppliers who offer customizable solutions can help create cost-effective options that do not compromise on quality. Additionally, leveraging bulk purchasing agreements can lead to significant discounts while ensuring a steady supply of high-quality airbags. Implementing rigorous quality control measures during production and before deployment can further safeguard against potential failures, ultimately leading to better financial outcomes.
By addressing these common pain points, B2B buyers can enhance their procurement strategies, ensuring they source the right nylon airbags that meet their specific needs while maintaining compliance and cost-effectiveness.
Strategic Material Selection Guide for nylon airbag
What Are the Key Materials Used in Nylon Airbags?
When selecting materials for nylon airbags, it is essential to consider their properties, advantages, disadvantages, and suitability for various applications. Below, we analyze four common materials used in the production of nylon airbags, focusing on their performance characteristics and implications for international B2B buyers.
1. Nylon 6.6
Key Properties:
Nylon 6.6 is renowned for its high tensile strength and excellent abrasion resistance. It can withstand temperatures up to 120°C (248°F) and has a low moisture absorption rate, which helps maintain its integrity in humid environments.
Pros & Cons:
The primary advantage of Nylon 6.6 is its durability and resilience, making it suitable for high-stress applications. However, it can be more expensive than other synthetic fibers, which may increase the overall cost of airbag production. Additionally, the manufacturing process can be complex, requiring specialized equipment.
Impact on Application:
Nylon 6.6 is particularly effective in automotive airbags, where rapid inflation and high-pressure resistance are critical. Its compatibility with various inflators and sensors enhances safety features.
Considerations for International Buyers:
Compliance with automotive safety standards (e.g., FMVSS in the U.S. or ECE R94 in Europe) is crucial. Buyers in regions like Africa and South America should ensure that suppliers meet local regulations, which may vary significantly.
2. Polyester
Key Properties:
Polyester is known for its lightweight and cost-effective nature. It has a melting point around 250°C (482°F) and offers good resistance to chemicals and UV light.
Pros & Cons:
While polyester is cheaper and easier to manufacture, its thermal properties are inferior to those of nylon. This makes it less suitable for airbags that require high-temperature resistance, as it can melt and allow hot gases to penetrate.
Impact on Application:
Polyester is often used in less critical applications, such as containment tarps, but is not recommended for automotive airbags due to safety concerns.
Considerations for International Buyers:
Buyers should be aware of the limitations of polyester in high-stakes applications. Compliance with relevant standards is essential, especially in regions with stringent automotive safety regulations.
3. Silicone-Coated Nylon
Key Properties:
Silicone-coated nylon combines the strength of nylon with a silicone layer that enhances impermeability and thermal resistance. This material can withstand temperatures up to 200°C (392°F) and is resistant to abrasion and chemicals.
Pros & Cons:
The key advantage is its dual functionality—providing both strength and a barrier against gases. However, the coating process can add to manufacturing complexity and cost.
Impact on Application:
This material is particularly suitable for airbags in high-performance vehicles and military applications, where safety and reliability are paramount.
Considerations for International Buyers:
International buyers should verify that silicone-coated nylon meets the necessary safety standards in their regions. For instance, compliance with ASTM and DIN standards is critical for automotive applications.
4. Composite Fabrics
Key Properties:
Composite fabrics, which combine nylon with other materials (like aramid fibers), offer enhanced strength and thermal resistance. They can withstand extreme conditions and have a high melting point.
Pros & Cons:
The advantage of composite fabrics lies in their superior performance in high-impact situations. However, they can be more expensive and complicated to manufacture due to the layering process.
Impact on Application:
These fabrics are ideal for specialized airbags in military and aerospace applications, where safety and performance are non-negotiable.
Considerations for International Buyers:
Buyers should consider the specific performance requirements of their applications and ensure that the composite materials meet international safety standards.
Summary Table
| Material | Typical Use Case for nylon airbag | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Nylon 6.6 | Automotive airbags | High tensile strength and abrasion resistance | Higher cost and complex manufacturing process | High |
| Polyester | Containment tarps | Lightweight and cost-effective | Inferior thermal properties | Low |
| Silicone-Coated Nylon | High-performance automotive airbags | Enhanced impermeability and thermal resistance | Increased manufacturing complexity and cost | Medium |
| Composite Fabrics | Military and aerospace applications | Superior performance in extreme conditions | Higher cost and complex layering process | High |
This guide provides a comprehensive overview of the materials used in nylon airbags, offering actionable insights for B2B buyers to make informed decisions based on their specific requirements and regional compliance needs.

A stock image related to nylon airbag.
In-depth Look: Manufacturing Processes and Quality Assurance for nylon airbag
What Are the Key Stages in the Manufacturing Process of Nylon Airbags?
The manufacturing of nylon airbags involves a series of critical stages that ensure the final product meets the stringent safety and quality standards required in automotive and other applications.
Material Preparation: How Are Fabrics Selected and Prepared?
The first step in the manufacturing process is the selection of high-strength nylon fabrics, predominantly Nylon 6.6, due to its superior thermal stability and resistance to penetration by hot gases. This fabric is usually woven to create a dense structure, ensuring it can withstand the rapid inflation pressures. The preparation phase may involve coating the fabric with silicone or other polymers to enhance its impermeability and durability. Suppliers often conduct pre-production tests to verify the fabric’s properties, including tensile strength and heat resistance, ensuring that it meets industry standards.
Forming: What Techniques Are Used to Shape Nylon Airbags?
Once the fabric is prepared, the forming stage begins. This involves cutting the nylon fabric into specific shapes that will eventually be sewn together to form the airbag. Advanced cutting techniques, such as laser cutting, may be used for precision and to minimize fabric waste. The pieces are then subjected to a heat-sealing process to ensure that they can withstand the pressures during deployment. This stage may also involve integrating additional components like sensors and inflators, crucial for the smart functionality of modern airbags.
Assembly: How Are Airbags Sewn and Integrated?
The assembly stage is where the cut and formed pieces are sewn together using high-strength threads. This is typically done using automated sewing machines that ensure consistent stitch quality. Special attention is given to seams, as they are critical to maintaining the structural integrity of the airbag during inflation. Quality control measures are put in place at this stage to check for defects in stitching and material adherence. Additionally, the integration of electronic components, such as crash sensors, is performed, which requires precision to ensure proper functionality during deployment.
Finishing: What Quality Checks Are Conducted Before Final Products Are Released?
The final stage involves comprehensive finishing processes, including the application of additional coatings or treatments to enhance durability. Quality assurance testing is carried out to ensure that the airbags meet safety standards. This includes inflating the airbags under controlled conditions to check for leaks and structural integrity. Any defects identified during this stage must be rectified before the airbags are approved for shipment.
What Quality Assurance Standards Are Relevant for Nylon Airbag Manufacturing?
Quality assurance in nylon airbag manufacturing is paramount, given the life-saving role these products play. Compliance with international and industry-specific standards is essential for B2B buyers seeking reliable suppliers.
Which International Standards Should Buyers Look For?
ISO 9001 is a widely recognized quality management standard that ensures that manufacturers consistently meet customer and regulatory requirements. Compliance with ISO 9001 indicates that a supplier has implemented a robust quality management system (QMS) that encompasses all stages of production. Additionally, other industry-specific certifications, such as CE marking for European markets and various automotive safety standards, should be confirmed.
What Are the Key Quality Control Checkpoints in the Manufacturing Process?
Quality control checkpoints are integrated throughout the manufacturing process to ensure that each stage meets the necessary standards. The three primary checkpoints include:
-
Incoming Quality Control (IQC): Verification of raw materials and components before they enter the production line. This includes testing fabric samples for strength and impermeability.
-
In-Process Quality Control (IPQC): Monitoring ongoing manufacturing processes. This involves regular inspections of stitching quality, material integrity, and integration of electronic components.
-
Final Quality Control (FQC): Conducting thorough testing of the finished airbags, including deployment tests, to ensure they meet all safety and performance standards before they are approved for shipment.
How Can B2B Buyers Verify Supplier Quality Assurance Processes?
For international B2B buyers, particularly in regions such as Africa, South America, the Middle East, and Europe, verifying a supplier’s quality assurance processes is crucial.
What Steps Can Buyers Take to Ensure Supplier Compliance?
-
Conduct Supplier Audits: Regular audits of potential suppliers can provide insights into their manufacturing processes, quality control measures, and compliance with international standards.
-
Request Quality Reports: Buyers should ask for detailed quality assurance reports that outline the testing methods used, results of past quality checks, and certifications held by the manufacturer.
-
Engage Third-Party Inspectors: Utilizing independent third-party inspection services can provide an unbiased assessment of the supplier’s quality assurance processes and the reliability of their products.
-
Understand Regional Compliance Nuances: Different regions may have specific requirements or standards for airbags. Buyers should familiarize themselves with local regulations to ensure that the products they are sourcing comply with regional safety standards.
What Are Common Testing Methods for Nylon Airbags?
Testing methods are critical in ensuring that the airbags perform as expected under various conditions. Some common testing methods include:
-
Inflation Tests: Airbags are inflated to assess their ability to deploy correctly and maintain structural integrity under pressure.
-
Tensile Strength Tests: These tests measure the fabric’s resistance to being pulled apart, ensuring it can withstand the forces experienced during a crash.
-
Thermal Resistance Tests: Evaluating how well the material can resist heat without degrading or allowing gas penetration is crucial for safety.
-
Durability Tests: Assessing how the airbags perform over time, including exposure to environmental factors such as UV light and moisture.
In conclusion, understanding the manufacturing processes and quality assurance protocols for nylon airbags is essential for B2B buyers. By focusing on suppliers who adhere to strict international standards and employing robust quality control measures, buyers can ensure they are sourcing reliable and safe products for their markets.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘nylon airbag’
To aid B2B buyers in procuring nylon airbags, this guide provides a step-by-step checklist. It emphasizes essential actions that ensure a successful sourcing process, with a focus on quality, compliance, and supplier reliability.
Step 1: Define Your Technical Specifications
Establishing clear technical specifications is crucial to ensure the nylon airbags meet your needs. Consider factors such as size, weight, and required properties like gas impermeability and flame resistance. Identify the specific applications, whether for automotive or industrial use, to guide your sourcing decisions effectively.
Step 2: Research Market Trends and Innovations
Stay informed about the latest advancements in nylon airbag technology. Innovations such as smart airbags and the integration of composite materials can enhance safety and functionality. Understanding market trends helps you make informed decisions and choose suppliers who are leaders in innovation.
Step 3: Identify Potential Suppliers
Create a list of potential suppliers who specialize in nylon airbags. Focus on manufacturers with a proven track record in your target market regions, such as Africa, South America, the Middle East, and Europe. Use industry directories, trade shows, and online platforms to compile this list, ensuring you have a diverse pool of options.
Step 4: Verify Supplier Certifications
Before proceeding, verify that your selected suppliers hold relevant certifications. Look for ISO certifications and compliance with industry standards such as FMVSS for automotive airbags. This step is vital to ensure product quality and safety, as certified suppliers are more likely to adhere to stringent manufacturing processes.
Step 5: Request Samples and Conduct Testing
Always request samples of the nylon airbags to evaluate their quality and performance. Conduct necessary tests to assess properties such as durability, inflation speed, and resistance to heat and chemicals. This hands-on evaluation is critical to confirm that the products meet your specifications and safety standards.
Step 6: Negotiate Terms and Conditions
Engage in negotiations with your shortlisted suppliers to establish favorable terms. Discuss pricing, lead times, minimum order quantities, and payment terms. Clear communication at this stage helps to avoid misunderstandings and ensures that both parties have aligned expectations.
Step 7: Establish a Quality Assurance Process
Once you finalize your supplier, set up a quality assurance process for ongoing evaluations. Regularly assess the quality of the nylon airbags received and maintain open lines of communication with the supplier. This proactive approach helps to address potential issues swiftly and ensures consistent product quality.
By following this checklist, B2B buyers can streamline their sourcing process for nylon airbags, ensuring they obtain high-quality products that meet their specific needs while minimizing risks associated with procurement.
Comprehensive Cost and Pricing Analysis for nylon airbag Sourcing
In the competitive landscape of nylon airbag sourcing, understanding the comprehensive cost structure and pricing dynamics is essential for international B2B buyers. This analysis highlights key cost components, price influencers, and strategic buyer tips, especially for companies operating in Africa, South America, the Middle East, and Europe.
What Are the Key Cost Components in Sourcing Nylon Airbags?
When evaluating the cost structure for nylon airbags, several components come into play:
-
Materials: The primary material, nylon 6.6, is favored for its strength and heat resistance. The cost can fluctuate based on market availability and quality grades. Additional coatings, such as silicone, enhance performance but also increase costs.
-
Labor: Skilled labor is required for the precision manufacturing of airbags, particularly in the sewing and quality control stages. Labor costs can vary significantly depending on the region and the level of expertise.
-
Manufacturing Overhead: This includes utilities, factory maintenance, and equipment depreciation. Efficient manufacturing processes can help minimize these costs.
-
Tooling: Custom molds and dies for specialized airbag designs can represent a significant initial investment. The cost will vary based on complexity and volume requirements.
-
Quality Control (QC): Ensuring that airbags meet safety and performance standards involves rigorous testing and inspection, which adds to the overall cost.
-
Logistics: Transporting materials and finished products can be a significant expense, especially for international shipments. Factors such as distance, shipping method, and customs duties must be considered.
-
Margin: Suppliers typically include a profit margin in their pricing, which can vary based on market demand, competition, and supplier reputation.
What Influences the Pricing of Nylon Airbags?
Several factors can influence the pricing of nylon airbags, including:
-
Volume and Minimum Order Quantity (MOQ): Higher order volumes often lead to lower per-unit costs due to economies of scale. Establishing a clear MOQ with suppliers can also aid in negotiations.
-
Specifications and Customization: Custom designs or specific performance requirements can significantly increase costs. Buyers should clearly outline their needs to receive accurate quotes.
-
Material Quality and Certifications: Airbags must meet various safety standards, particularly in automotive applications. Higher quality materials and certifications (e.g., ISO, FMVSS) will likely incur additional costs.
-
Supplier Factors: The supplier’s location, reputation, and production capabilities can affect pricing. Suppliers with a proven track record may charge a premium for their products.
-
Incoterms: Understanding the shipping terms agreed upon (such as FOB, CIF, or DAP) is crucial, as these can impact total landed costs.
How Can Buyers Negotiate for Better Pricing on Nylon Airbags?
International B2B buyers can adopt several strategies to enhance cost-efficiency in sourcing nylon airbags:
-
Leverage Total Cost of Ownership (TCO): Rather than focusing solely on the purchase price, consider the long-term costs associated with the product, including maintenance, performance, and potential liabilities. A lower initial price might not equate to lower overall costs.
-
Research Market Trends: Understanding market dynamics, such as seasonal price fluctuations and material availability, can empower buyers during negotiations.
-
Build Strong Relationships: Establishing long-term partnerships with suppliers can lead to better pricing, improved service, and priority during material shortages.
-
Request Samples and Certifications: Before committing to large orders, request product samples and relevant certifications to ensure quality and compliance with safety standards. This can prevent costly returns and reworks later.
-
Be Aware of Pricing Nuances: Different regions may have varying pricing structures due to local market conditions, labor costs, and import tariffs. Buyers should conduct thorough market research to understand these differences and negotiate accordingly.
Conclusion
While the cost and pricing analysis of nylon airbags involves multiple components and influencers, a strategic approach can lead to significant savings for international B2B buyers. By understanding the intricacies of pricing and leveraging negotiation tactics, businesses can secure high-quality products that meet their specific needs while maintaining cost efficiency. It is essential to note that the prices mentioned here are indicative and can vary widely based on specific supplier agreements and market conditions.
Alternatives Analysis: Comparing nylon airbag With Other Solutions
Understanding Alternatives to Nylon Airbags in Impact Protection Solutions
In the realm of safety and impact protection, nylon airbags have become a popular choice due to their high strength and rapid deployment capabilities. However, various alternative solutions exist that may better suit specific applications, particularly for B2B buyers seeking to optimize performance, cost, and implementation. This analysis compares nylon airbags with two viable alternatives: inflatable polyurethane cushions and traditional foam padding systems.
Comparison Table
| Comparison Aspect | Nylon Airbag | Inflatable Polyurethane Cushion | Traditional Foam Padding System |
|---|---|---|---|
| Performance | High strength, rapid deployment | Moderate strength, slower deployment | Moderate strength, absorbs shock |
| Cost | Medium to high cost | Generally lower cost | Low cost |
| Ease of Implementation | Requires specialized installation | Simple installation, lightweight | Easy installation, flexible usage |
| Maintenance | Low maintenance, durable | Moderate maintenance, puncture risk | Low maintenance, replaceable |
| Best Use Case | Automotive and aerospace applications | Recreational and light industrial | General cushioning and padding |
Analyzing Inflatable Polyurethane Cushions as an Alternative
Inflatable polyurethane cushions provide a lightweight and cost-effective solution for various applications. They are typically less expensive than nylon airbags, making them an attractive option for industries with budget constraints. However, their performance can be limited when compared to the high-strength capabilities of nylon. They may not deploy as rapidly, which can be a critical factor in high-impact scenarios, such as automotive safety. Additionally, while they are easy to install, they pose a risk of puncture, which could compromise their effectiveness over time. Thus, polyurethane cushions are best suited for recreational applications or environments where high-speed deployment is not as crucial.
Evaluating Traditional Foam Padding Systems
Traditional foam padding systems are a widely used alternative due to their low cost and ease of installation. They are effective in absorbing shock and are commonly utilized in various settings, from packaging to furniture cushioning. However, their performance in high-impact situations is generally inferior to both nylon airbags and inflatable polyurethane cushions. While they require minimal maintenance, they do not offer the same level of protective features, such as rapid deployment or gas impermeability. Therefore, foam padding is best for applications where impact protection is needed but rapid response is not a priority.
Conclusion: How to Choose the Right Solution for Your Needs
When selecting an impact protection solution, B2B buyers should carefully evaluate their specific requirements, including performance, cost, and application context. Nylon airbags are ideal for high-stakes environments where rapid deployment and strength are paramount, such as in automotive or military applications. Conversely, inflatable polyurethane cushions may be better suited for budget-sensitive projects that do not require immediate response times. Traditional foam padding serves well in general cushioning scenarios but may not provide the same level of safety in high-impact situations. Ultimately, understanding the distinct advantages and limitations of each option will empower buyers to make informed decisions tailored to their operational needs.
Essential Technical Properties and Trade Terminology for nylon airbag
What Are the Key Technical Properties of Nylon Airbags?
When sourcing nylon airbags, understanding their technical specifications is crucial for ensuring safety, performance, and compliance. Below are some essential properties to consider:
1. Material Grade
Nylon airbag fabrics, particularly Nylon 6.6, are preferred due to their high tensile strength and durability. The material grade indicates the specific formulation and quality, impacting the airbag’s performance during rapid inflation. High-grade nylon can withstand the thermal and mechanical stresses encountered in real-world scenarios, ensuring effective cushioning during impacts.
2. Denier
Denier is a unit of measurement that denotes the fiber thickness of the fabric. For nylon airbags, a denier rating between 420 and 1000 is common. A higher denier indicates a thicker and more robust fabric, which enhances tear resistance and durability. B2B buyers should match the denier specification with the intended application to ensure optimal performance.
3. Coating Type
Many nylon airbags are coated with silicone or other materials to enhance their impermeability and thermal resistance. The coating type affects the airbag’s ability to retain gases and protect against high temperatures during deployment. Selecting the right coating is vital for industries like automotive and aerospace, where safety standards are stringent.
4. Flame Resistance
Airbags must meet specific flame resistance standards to prevent combustion during deployment. Fabrics are often tested against FMVSS 302 (Federal Motor Vehicle Safety Standards) to ensure they do not ignite or melt upon exposure to heat. This property is critical for B2B buyers in sectors where fire safety regulations are a priority, such as automotive and military applications.
5. Weight and Flexibility
The weight of the airbag fabric directly impacts its deployment speed and ease of integration into vehicles. Lightweight materials contribute to faster inflation rates, which is essential for effective impact protection. Flexibility is equally important; it allows the airbag to conform to the occupant’s body shape, maximizing safety.
What Are Common Trade Terminology and Jargon Related to Nylon Airbags?
Understanding industry jargon is vital for effective communication and negotiation in B2B transactions. Below are several key terms:
1. OEM (Original Equipment Manufacturer)
OEM refers to companies that produce parts or equipment that may be marketed by another manufacturer. In the context of nylon airbags, OEMs often design and supply airbags for automotive manufacturers, ensuring that they meet specific design and performance standards.
2. MOQ (Minimum Order Quantity)
MOQ is the smallest number of units a supplier is willing to sell. For nylon airbags, understanding the MOQ is crucial for budgeting and inventory management. Buyers should negotiate MOQs that align with their production schedules to avoid excess inventory costs.
3. RFQ (Request for Quotation)
An RFQ is a formal process where buyers request price quotes from suppliers for specific products. When dealing with nylon airbags, an RFQ helps buyers gauge pricing, terms, and conditions, enabling informed purchasing decisions.
4. Incoterms (International Commercial Terms)
Incoterms are standardized trade terms that define the responsibilities of buyers and sellers in international transactions. They clarify aspects such as shipping, insurance, and liability. Familiarity with Incoterms can help B2B buyers navigate international shipping for nylon airbags, ensuring compliance with global trade regulations.
5. ASTM Standards (American Society for Testing and Materials)
ASTM standards provide guidelines for testing materials, including those used in nylon airbags. Compliance with these standards assures buyers of the material’s quality and safety, making it a key consideration during procurement.
By understanding these technical properties and trade terms, B2B buyers can make more informed decisions when sourcing nylon airbags, ensuring safety, compliance, and performance in their applications.
Navigating Market Dynamics and Sourcing Trends in the nylon airbag Sector
What Are the Current Market Dynamics and Key Trends in the Nylon Airbag Sector?
The nylon airbag sector is experiencing a notable shift driven by advancements in technology and increasing safety regulations across the globe. With the automotive industry being a primary consumer of airbag fabrics, the demand for high-performance materials is on the rise. Currently, nylon 6.6 stands out due to its superior thermal resistance and strength, essential for airbags that must deploy rapidly and withstand extreme conditions. Furthermore, the integration of smart technology in airbag systems has become a key trend, as manufacturers seek to enhance safety features by utilizing sensors that adjust deployment based on passenger size and crash severity.
International B2B buyers, especially from regions like Africa, South America, the Middle East, and Europe, must stay informed about these emerging trends. Not only are traditional automotive applications expanding, but new markets are also emerging. For instance, military applications are seeing increased interest, where higher grades of coated fabrics are being developed for aircraft and ground vehicles. This diversification opens avenues for sourcing innovative materials that can meet specific safety and performance requirements.
Additionally, the growing focus on sustainability is reshaping sourcing strategies. As more manufacturers aim for eco-friendly solutions, B2B buyers should consider suppliers who prioritize sustainable practices and materials. This not only aligns with global sustainability goals but also appeals to an increasingly conscious consumer base.
How Is Sustainability and Ethical Sourcing Influencing the Nylon Airbag Market?
Sustainability has become a cornerstone of decision-making in the nylon airbag sector. The environmental impact of manufacturing processes and materials is under scrutiny, prompting businesses to adopt more responsible practices. Buyers must evaluate the carbon footprint associated with their suppliers, including energy consumption, waste management, and resource sourcing.
Ethical supply chains are crucial as consumers demand transparency and accountability from brands. B2B buyers should prioritize partnerships with manufacturers that are certified for environmentally friendly practices, such as ISO 14001, which focuses on effective environmental management systems. Additionally, sourcing materials that are either recycled or produced using sustainable methods can significantly reduce the environmental impact.
Moreover, the exploration of alternative materials for airbag manufacturing, such as bio-based or biodegradable options, is gaining traction. While nylon remains a dominant choice due to its performance attributes, the industry is gradually recognizing the importance of integrating sustainable practices into production. This trend not only enhances corporate responsibility but also meets the expectations of a growing segment of environmentally conscious consumers.
What Is the Brief History of the Nylon Airbag Sector?
The nylon airbag sector has evolved significantly since the introduction of airbags in vehicles during the 1970s. Initially, airbags were a novelty, but as safety regulations tightened and consumer awareness increased, their adoption surged. Nylon 6.6 emerged as a preferred material due to its strength and durability, essential for withstanding the explosive deployment of airbags.
Over the years, advancements in technology have transformed airbag systems from basic safety devices to sophisticated systems equipped with sensors and adaptive functionalities. The military’s interest in airbags for personnel safety and equipment protection has further spurred innovation, leading to the development of specialized fabrics designed for extreme conditions.
As the industry progresses, the focus is shifting towards not only enhancing safety features but also ensuring that manufacturing processes are sustainable and ethical, aligning with broader societal values and market demands. This evolution continues to shape the landscape of the nylon airbag sector, presenting new opportunities for international B2B buyers.
Frequently Asked Questions (FAQs) for B2B Buyers of nylon airbag
-
How do I choose the right nylon airbag supplier for my business needs?
When selecting a nylon airbag supplier, consider their industry experience, product quality, and certifications. Research their reputation through reviews and case studies. Request samples to evaluate the material’s strength and performance. Ensure they have the capacity to meet your volume requirements and can provide customized solutions tailored to your specific applications. Establish clear communication channels and inquire about their after-sales support and warranty policies. -
What factors should I consider when customizing nylon airbags for my applications?
Customization of nylon airbags involves several considerations, including size, shape, and specific performance characteristics. Determine the intended use, such as automotive or industrial applications, to guide your material choices and design. Discuss with your supplier the necessary certifications for safety and compliance standards in your target market. Also, consider the weight and inflation speed requirements, as these can impact overall performance and safety. -
What are the minimum order quantities (MOQ) for nylon airbags?
Minimum order quantities for nylon airbags can vary significantly by supplier and the complexity of the customization required. Generally, MOQs can range from 100 to several thousand units. It’s important to communicate your needs clearly with potential suppliers to understand their capabilities and flexibility regarding MOQs. Some suppliers may offer lower MOQs for standard products, while custom orders may require larger quantities to justify production costs. -
What payment terms can I expect when sourcing nylon airbags internationally?
Payment terms for international orders often vary by supplier and country. Common arrangements include advance payments, letters of credit, or net 30-90 days after shipment. Discuss payment terms upfront to ensure they align with your financial processes. Additionally, be aware of currency exchange rates and potential fees associated with international transactions, as these can affect your overall costs. -
How can I ensure quality assurance (QA) for nylon airbags?
To ensure quality assurance, work with suppliers that have established QA processes and relevant certifications, such as ISO 9001. Request documentation on their testing procedures, including material strength, durability, and safety compliance. Consider implementing a third-party inspection service to assess the products before shipment. Regular audits of the supplier’s facility can also help ensure that production standards are consistently met. -
What are the logistics considerations for importing nylon airbags?
Logistics for importing nylon airbags involve selecting reliable freight forwarders and understanding customs regulations in your country. Assess shipping costs, lead times, and potential tariffs or duties that may apply. Ensure your supplier provides accurate shipping documents and complies with all necessary export regulations. It’s also beneficial to have a contingency plan for delays or issues that may arise during transportation. -
How can I assess the durability and safety features of nylon airbags?
Evaluate the durability and safety of nylon airbags by reviewing the materials used, particularly the nylon grade and any coatings that enhance performance. Request data on the airbag’s resistance to heat, flame, and punctures, as well as its inflation speed and deployment mechanisms. Manufacturers often provide test reports and certifications, which can give insights into the airbag’s safety features and reliability in real-world applications. -
What emerging trends should I be aware of in the nylon airbag market?
Stay informed about advancements in airbag technology, such as the integration of smart sensors that adjust deployment based on specific crash scenarios. Additionally, the development of lighter and more durable materials is becoming prominent, enhancing safety while reducing vehicle weight. Sustainability is also a growing concern, with manufacturers exploring eco-friendly materials and production methods. Engaging with industry publications and attending trade shows can help you keep abreast of these trends.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Top 7 Nylon Airbag Manufacturers & Suppliers List
1. Tarpsnow – Airbag Containment Tarps

Domain: tarpsnow.com
Registered: 2010 (15 years)
Introduction: {“Product Name”: “Airbag Containment Tarps”, “SKU”: “CS-AIRTARP”, “Price”: “$296.00”, “Material”: “Silicone Coated Woven Nylon”, “Denier”: “420 Denier”, “Mil Thickness”: “12 Mil”, “Fabric Weight”: “6 oz per sq yd”, “Tensile Strength”: “415 lbs / 420 lbs”, “Tear Strength”: “250 lbs / 250 lbs”, “Mullen Burst Strength”: “+500 PSI”, “Color”: “Off-White (Lt. Blue or Lt. Pink tint – whichever is in stoc…
2. Eagle Industries – AIR Series Silicone Coated Nylon Containment Tarp

Domain: eagleind.com
Registered: 1995 (30 years)
Introduction: Coated Airbag Tarp – AIR Series Silicone Coated Nylon Containment Tarp
Features:
– Tightly woven 420 denier nylon fabric with a silicone coating
– Mil thickness: 12 mil
– Fabric weight: 6.0 oz/sqyd
– Perimeter edges include 2″ webbing, double stitching & grommets
– Internal seams include 2″ webbing, double stitching & grommets
– Corners are sewn & reinforced for added durability
– Sewn overlaps a…
3. BlastOne – Airbag Nylon Containment Tarps
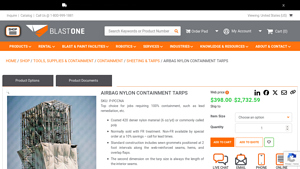
Domain: blastone.com
Registered: 2002 (23 years)
Introduction: Airbag Nylon Containment Tarps – P-PCCNA | Free shipping on orders over $100!
4. Rewilder – Airbag Fabric

Domain: rewilder.com
Registered: 2012 (13 years)
Introduction: {“product_name”: “Airbag Fabric – Silicone Coated Nylon”, “price”: “$16.00”, “description”: “This high-tech, high-performance material is designed to save your life. It is double-layered, and coated on both sides with silicone, making it waterproof and extremely durable. This material is pre-consumer factory discards, diverted from landfill. It is not recyclable.”, “material_details”: {“sold_by”: …
5. Textile School – Airbag Woven Fabrics
Domain: textileschool.com
Registered: 2009 (16 years)
Introduction: Airbag Woven Fabrics for Automobiles are typically made of Nylon6.6/66, which can be coated or uncoated, and must be impermeable to gases and flame resistant. These fabrics are crucial for the construction of airbag cushions, which are part of an automotive safety restraint system. Airbags are inflated using non-toxic gases like nitrogen or argon. The airbag system is designed to enhance occupant …
6. SK TRADERS – Nylon (PA) Baled Supply
Domain: scrapo.com
Registered: 2004 (21 years)
Introduction: {“Category”:”Nylon (PA)”,”Condition”:”Baled”,”Quantity”:”20 MT”,”Supply”:”Ongoing”,”Pricing terms”:”FOB”,”Location”:”India”,”Seller”:”SK Sameer Khichi S K TRADERS”,”Price”:”$25.00 / MT”}
7. SAGE Journals – Airbag Fiber Materials
Domain: journals.sagepub.com
Registered: 1989 (36 years)
Introduction: This company, SAGE Journals – Airbag Fiber Materials, is a notable entity in the market. For specific product details, it is recommended to visit their website directly.
Strategic Sourcing Conclusion and Outlook for nylon airbag
In summary, the strategic sourcing of nylon airbags represents a crucial opportunity for international B2B buyers aiming to enhance safety and performance in automotive and industrial applications. The use of high-strength nylon fabrics, particularly Nylon 6.6, ensures that airbags maintain their integrity under extreme conditions, offering reliable protection against impacts. The evolving landscape of airbag technology, including smart functionalities and new applications such as military and medical uses, further underscores the need for businesses to engage with innovative suppliers who can meet stringent safety standards.
As the market continues to expand with advancements in materials and designs, it is essential for buyers from Africa, South America, the Middle East, and Europe to prioritize sourcing partners who can deliver tailored solutions. Investing in high-quality nylon airbag fabrics not only elevates product safety but also fosters brand trust and customer satisfaction.
Looking ahead, businesses must stay informed about industry trends and technological developments to remain competitive. Engage with reputable manufacturers and explore bespoke options to ensure your airbag systems are at the forefront of safety and innovation. Now is the time to act—secure your supply chain and elevate your offerings in this vital sector.