A B2B Buyer’s Guide to Motorized Pulley System: Price, Quality, and Suppliers
Introduction: Navigating the Global Market for motorized pulley system
In the rapidly evolving landscape of industrial operations, sourcing a reliable motorized pulley system can pose significant challenges for B2B buyers, particularly in regions like Africa, South America, the Middle East, and Europe. These compact, efficient systems play a crucial role in enhancing conveyor belt performance, but selecting the right solution requires a comprehensive understanding of various options, applications, and supplier capabilities. This guide aims to demystify the process by providing in-depth insights into the different types of motorized pulleys, their applications across diverse industries, and key factors to consider when vetting suppliers.
Navigating this market involves more than just identifying a product; it encompasses understanding cost implications, maintenance requirements, and performance metrics that can impact your operational efficiency. By equipping international B2B buyers with actionable knowledge, this guide empowers you to make informed purchasing decisions. Whether you’re managing a manufacturing plant in Saudi Arabia or a distribution center in Vietnam, the information herein will help you assess the benefits of motorized pulley systems and identify suppliers who can meet your specific needs. Explore the features that enhance safety, efficiency, and reliability to ensure your investment drives productivity and reduces operational costs in the long run.
Understanding motorized pulley system Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Dura-Drive Plus | Compact design, sealed housing, high efficiency (95%+) | Food processing, packaging | Pros: Energy efficient, low maintenance. Cons: Initial cost may be higher than conventional systems. |
| Rulmeca Motorized Pulley | Hermetically sealed, robust in harsh environments | Mining, bulk material handling | Pros: Suitable for extreme conditions. Cons: Limited customization options. |
| Standard Motorized Pulley | Basic design, external components, lower cost | General manufacturing, warehousing | Pros: Cost-effective for standard applications. Cons: Higher maintenance and safety risks. |
| Variable Speed Motorized Pulley | Adjustable speed, inverter duty motors | Logistics, automotive assembly | Pros: Flexibility in operations. Cons: Complexity in setup and control. |
| Heavy-Duty Motorized Pulley | Enhanced load capacity, durable materials | Heavy industry, construction | Pros: High durability for heavy loads. Cons: Heavier and may require more space. |
What Are the Key Characteristics of Dura-Drive Plus Motorized Pulleys?
Dura-Drive Plus motorized pulleys are characterized by their compact design and sealed housing, which protects internal components from dust and moisture. With an impressive efficiency of 95%, they significantly reduce energy costs while minimizing maintenance needs. These pulleys are particularly suitable for food processing and packaging industries, where hygiene and safety are paramount. Buyers should consider their initial investment against long-term savings on energy and maintenance.
How Do Rulmeca Motorized Pulleys Stand Out?
Rulmeca motorized pulleys are designed to operate in harsh environments, featuring a hermetically sealed construction that protects against dust and water ingress. This makes them ideal for applications in mining and bulk material handling, where durability and reliability are critical. While they offer robust performance, potential buyers should note that customization options may be limited, which could impact their suitability for specialized applications.
What Are the Advantages of Standard Motorized Pulleys?
Standard motorized pulleys offer a more straightforward design with external components, making them a cost-effective solution for general manufacturing and warehousing applications. While they are less expensive upfront, these systems often come with higher maintenance requirements and increased safety risks due to exposed moving parts. Buyers should weigh the lower initial costs against the potential for increased operational expenses.
Why Choose Variable Speed Motorized Pulleys?
Variable speed motorized pulleys allow for adjustable speed settings, making them ideal for logistics and automotive assembly lines where flexibility is essential. Equipped with inverter duty motors, these systems can adapt to varying operational needs. However, the complexity of setup and control may require additional training for personnel, which is an important consideration for buyers looking for ease of use.
What Benefits Do Heavy-Duty Motorized Pulleys Provide?
Heavy-duty motorized pulleys are built to withstand increased load capacities and are constructed from durable materials, making them suitable for heavy industries and construction applications. Their robustness ensures longevity and reliability under demanding conditions. However, their heavier weight and larger size may necessitate more space, which buyers should consider when planning their installations.
Key Industrial Applications of motorized pulley system
| Industry/Sector | Specific Application of Motorized Pulley System | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Food Processing | Conveying bulk ingredients and finished products | Enhanced sanitation and reduced maintenance costs | Ensure compliance with food safety standards and materials used. |
| Mining and Minerals | Transporting ores and minerals in harsh conditions | Improved durability and reduced downtime | Look for high protection ratings (IP66/IP67) for moisture resistance. |
| Packaging and Logistics | Automated sorting and packaging lines | Increased operational efficiency and safety | Consider variable speed options for flexibility in operations. |
| Manufacturing | Assembly line operations | Compact design allows for space optimization | Evaluate energy efficiency ratings to reduce operational costs. |
| Recycling and Waste Management | Moving recyclable materials through processing systems | Lower energy consumption and noise levels | Assess the need for specialized seals for dust and moisture protection. |
How is the Motorized Pulley System Used in Food Processing?
In the food processing industry, motorized pulley systems are employed to transport bulk ingredients, such as grains and sugar, as well as finished products like packaged goods. Their sealed design minimizes contamination risks, ensuring compliance with stringent food safety regulations. This system also reduces maintenance needs, as the encapsulated components are less prone to wear from exposure to food products. International buyers should prioritize sourcing options that meet specific food safety certifications, such as FDA and USDA standards, and consider the materials used in the construction to ensure they are food-grade compliant.
What Role Do Motorized Pulleys Play in Mining and Minerals?
In mining operations, motorized pulleys are crucial for transporting ores and minerals through challenging environments. Their robust, sealed design protects internal components from dust, moisture, and harsh elements, thereby enhancing durability and operational reliability. This system reduces maintenance downtime, which is critical in the high-stakes mining sector. Buyers in regions like Africa and South America should focus on suppliers offering high protection ratings (IP66 or IP67) to withstand rugged conditions, and consider the specific torque requirements for different types of minerals being transported.
How Are Motorized Pulleys Beneficial for Packaging and Logistics?
In packaging and logistics, motorized pulleys are integral to automated sorting and packaging lines, providing a compact and efficient means of moving goods. Their ability to operate quietly and with variable speed enhances workplace safety and productivity. This is particularly beneficial in high-volume environments where speed and efficiency are paramount. B2B buyers should look for suppliers that offer customizable solutions to fit their specific operational layouts and ensure that the motorized systems are compatible with existing equipment.
Why Are Motorized Pulleys Important in Manufacturing?
Manufacturing facilities utilize motorized pulleys for assembly line operations, where space optimization is essential. The compact design of motorized pulleys allows for more efficient use of floor space, which is particularly valuable in crowded industrial settings. Additionally, their energy-efficient operation can lead to significant cost savings over time. Buyers should assess the energy efficiency ratings of potential systems to maximize savings and consider the ease of installation and integration into existing manufacturing processes.
How Do Motorized Pulleys Enhance Recycling and Waste Management Operations?
In recycling and waste management, motorized pulleys facilitate the movement of recyclable materials through processing systems. Their energy-efficient design not only reduces operational costs but also minimizes noise levels, creating a safer working environment. Moreover, the sealed construction protects against dust and moisture, which is essential for maintaining operational integrity in recycling facilities. Buyers should evaluate the need for specialized sealing solutions to enhance the longevity and reliability of the systems in diverse environmental conditions.
A stock image related to motorized pulley system.
3 Common User Pain Points for ‘motorized pulley system’ & Their Solutions
Scenario 1: Difficulty in Maintaining Operational Efficiency
The Problem: Many B2B buyers face challenges in ensuring the operational efficiency of their conveyor systems due to the complexity and size of conventional drive systems. This often leads to increased downtime, higher energy costs, and frequent maintenance requirements. In regions where operational budgets are tight, such inefficiencies can significantly impact profitability and competitiveness.
The Solution: To address these challenges, buyers should consider switching to a motorized pulley system like the Dura-Drive Plus. This compact and integrated system not only minimizes the number of moving parts but also enhances energy efficiency, transferring up to 95% of its mechanical capacity to the belt. To properly source this solution, buyers should engage with suppliers who offer customizable configurations that suit their specific operational needs. Additionally, leveraging the built-in features such as inverter duty motors for variable speed control can optimize workflow and reduce energy consumption. Training your maintenance staff on the sealed design and low-maintenance features will also enhance the system’s longevity and reliability.
Scenario 2: Safety Concerns in Harsh Environments
The Problem: In many industries, particularly in sectors like mining and manufacturing, safety concerns are paramount due to the hazardous environments in which motorized pulleys operate. Conventional drive systems often expose workers to moving parts, electrical hazards, and the risk of injury from dust and moisture ingress. These safety issues can lead to compliance violations and increase the risk of workplace accidents.
The Solution: Opting for a motorized pulley system designed with safety in mind can significantly mitigate these risks. For instance, systems that feature a fully enclosed design, such as those with a hermetically sealed housing, protect workers from moving parts and environmental hazards. Buyers should prioritize suppliers that adhere to stringent safety standards, such as IP66 or IP67 ratings, which ensure protection against dust and water ingress. Additionally, investing in staff training focused on the unique safety features of these systems can help foster a culture of safety and compliance in the workplace. Regular audits and maintenance checks can further ensure that the systems operate safely and efficiently.
Scenario 3: Challenges with Integration and Customization
The Problem: B2B buyers often encounter difficulties when trying to integrate new motorized pulley systems into existing conveyor setups. The lack of compatibility with current equipment can lead to costly redesigns and delays in project timelines. Moreover, the need for customization to fit specific operational requirements can complicate the sourcing process.
The Solution: To overcome integration challenges, buyers should engage with manufacturers that provide comprehensive support throughout the design and installation process. Look for companies that offer a pulley configurator tool to customize the motorized pulleys according to specific dimensions and operational needs. This ensures that the system will fit seamlessly into existing setups without requiring extensive modifications. Additionally, collaborating closely with suppliers during the planning phase can help anticipate any compatibility issues. By opting for a modular design that allows for easy adjustments and replacements, businesses can enhance their flexibility and responsiveness to changing operational demands. Furthermore, establishing a clear line of communication with the supplier for post-installation support can facilitate timely troubleshooting and adjustments as needed.
Strategic Material Selection Guide for motorized pulley system
What Materials Are Commonly Used in Motorized Pulley Systems?
When selecting materials for motorized pulley systems, it is essential to consider their properties, advantages, disadvantages, and the specific needs of international markets. Below, we analyze four common materials used in the construction of motorized pulleys.
Steel: The Backbone of Durability
Key Properties: Steel is known for its high tensile strength and durability, making it suitable for high-load applications. It typically withstands temperatures ranging from -40°C to 400°C and offers good resistance to wear and tear.
Pros & Cons: The primary advantage of steel is its robustness and longevity, which translates to lower replacement costs over time. However, steel is prone to corrosion, especially in humid or saline environments, necessitating protective coatings or stainless steel alternatives. Manufacturing complexity is moderate, as steel can be easily machined and welded.
Impact on Application: Steel is compatible with various media, but its susceptibility to rust can limit its use in corrosive environments unless treated.
Considerations for International Buyers: Buyers in regions like Africa and South America should ensure compliance with local standards such as ASTM or DIN for steel grades. In the Middle East, where humidity is high, selecting corrosion-resistant coatings is crucial.
Aluminum: Lightweight and Corrosion-Resistant
Key Properties: Aluminum is lightweight, with a density about one-third that of steel, and exhibits excellent corrosion resistance due to its natural oxide layer. It can operate effectively within a temperature range of -50°C to 150°C.
Pros & Cons: The key advantage of aluminum is its low weight, which reduces the overall system load and energy consumption. However, it has lower tensile strength compared to steel, which may limit its use in heavy-duty applications. The manufacturing process can be more complex due to the need for specialized welding techniques.
Impact on Application: Aluminum is ideal for applications requiring high sanitation standards, such as food processing, due to its non-reactive nature.
Considerations for International Buyers: Compliance with international standards such as JIS for aluminum alloys is essential. Buyers from Europe may prefer aluminum for its sustainability and recyclability.
Stainless Steel: The Best of Both Worlds
Key Properties: Stainless steel combines the strength of steel with enhanced corrosion resistance, making it suitable for harsh environments. It can handle temperatures from -200°C to 800°C and is resistant to various chemicals.
Pros & Cons: The primary advantage of stainless steel is its durability and resistance to corrosion, making it ideal for applications exposed to moisture or chemicals. However, it is more expensive than both regular steel and aluminum, which can impact budget considerations. The manufacturing process is also more complex, requiring specialized equipment.
Impact on Application: Stainless steel is compatible with a wide range of media, including corrosive substances, making it versatile for various industries.
Considerations for International Buyers: Buyers in regions like Saudi Arabia should consider the high cost but recognize the long-term savings from reduced maintenance. Compliance with standards such as ASTM A240 is crucial.
Polymer Composites: Innovative and Versatile
Key Properties: Polymer composites are lightweight, corrosion-resistant, and can withstand moderate temperatures (up to 100°C). They are also non-conductive, which can enhance safety in certain applications.
Pros & Cons: The main advantage of polymer composites is their versatility and resistance to corrosion. However, they may not be suitable for high-load applications due to lower tensile strength compared to metals. Manufacturing can be complex and may require specialized techniques.
Impact on Application: Polymer composites are excellent for applications requiring low weight and high corrosion resistance, such as in chemical processing.
Considerations for International Buyers: Buyers from emerging markets should consider the cost-effectiveness of polymers in specific applications, while ensuring compliance with relevant standards.
Summary Table
| Material | Typical Use Case for motorized pulley system | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Steel | Heavy-duty industrial applications | High tensile strength and durability | Prone to corrosion | Medium |
| Aluminum | Food processing and lightweight systems | Lightweight and corrosion-resistant | Lower tensile strength | Medium |
| Stainless Steel | Harsh environments and chemical processing | Excellent corrosion resistance | Higher cost and complex manufacturing | High |
| Polymer Composites | Chemical processing and low-load applications | Lightweight and versatile | Lower tensile strength | Medium |
This material selection guide provides a comprehensive overview for B2B buyers, helping them make informed decisions based on their specific operational needs and regional requirements.

A stock image related to motorized pulley system.
In-depth Look: Manufacturing Processes and Quality Assurance for motorized pulley system
What Are the Key Stages in the Manufacturing Process of Motorized Pulley Systems?
The manufacturing process of motorized pulley systems involves several critical stages that ensure the final product meets the required performance and quality standards. The main stages include material preparation, forming, assembly, and finishing.
-
Material Preparation
The manufacturing process begins with the selection of high-quality materials suitable for the motorized pulley system. Common materials include steel, aluminum, and various plastics, each chosen for its durability, weight, and resistance to environmental factors. Material testing is often conducted to verify properties such as tensile strength and corrosion resistance. This stage may also include cutting and machining raw materials to the required dimensions, ensuring they are ready for the subsequent forming processes. -
Forming Techniques
The forming stage involves shaping the prepared materials into the components of the motorized pulley. Techniques such as casting, forging, and machining are prevalent. For instance, the outer drum of the pulley may be formed through precision casting or machining from solid blocks of metal. Advanced techniques like CNC (Computer Numerical Control) machining are employed to achieve high precision, which is critical for ensuring the smooth operation of the pulley system. -
Assembly of Components
Once the individual components are formed, they move to the assembly stage. This involves meticulously assembling parts such as the motor, gears, bearings, and seals into a single unit. Automated assembly lines are often used to enhance efficiency and maintain consistency. During this stage, adherence to assembly protocols is crucial to avoid misalignment and ensure that all components fit together correctly, which directly impacts performance and longevity. -
Finishing Processes
After assembly, the motorized pulleys undergo finishing processes, including surface treatment and coating. These treatments enhance durability, reduce friction, and protect against corrosion. Processes like anodizing for aluminum or applying protective paint for steel components are common. Quality checks are performed to ensure that the finish meets specified standards, as this can greatly affect both aesthetic appeal and functional performance.
How Is Quality Assurance Implemented in Motorized Pulley Manufacturing?
Quality assurance (QA) is a vital component of the manufacturing process for motorized pulleys, ensuring that products meet established standards and customer expectations. Various international standards and industry-specific certifications guide QA practices.
-
Relevant International Standards
The most recognized standard for quality management systems is ISO 9001, which outlines criteria for a quality management system. Compliance with this standard ensures that manufacturers consistently meet customer requirements and enhance satisfaction. Additionally, certifications like CE (Conformité Européenne) indicate compliance with European safety, health, and environmental protection standards. For specific industries, such as oil and gas, API (American Petroleum Institute) certifications may be required. -
Quality Control Checkpoints
Effective QA involves multiple checkpoints throughout the manufacturing process, including:
– Incoming Quality Control (IQC): This initial stage verifies the quality of raw materials before they are used in production. Suppliers must provide documentation and certificates of compliance for materials.
– In-Process Quality Control (IPQC): During manufacturing, regular inspections are conducted to ensure that processes are adhered to and that components meet specified tolerances. This may include dimensional checks and functional tests.
– Final Quality Control (FQC): Once the motorized pulleys are fully assembled, they undergo comprehensive testing to verify performance against specifications. This includes operational tests, load testing, and safety assessments. -
Common Testing Methods for Motorized Pulleys
Various testing methods are employed to validate the performance and reliability of motorized pulleys. These include:
– Load Testing: Assessing the pulley under maximum operational load to ensure it functions as intended.
– Vibration Analysis: Monitoring vibrations during operation to detect potential misalignments or wear.
– Thermal Imaging: Identifying overheating components, which can indicate issues with lubrication or electrical faults.
– Seal Integrity Testing: Ensuring that seals are effective in preventing ingress of contaminants, essential for maintaining the internal environment of the pulley.
How Can B2B Buyers Verify Supplier Quality Control Practices?
For international B2B buyers, particularly those in Africa, South America, the Middle East, and Europe, verifying a supplier’s quality control practices is crucial. Here are several strategies to ensure supplier reliability:
-
Conducting Supplier Audits
Regular audits can help assess a supplier’s adherence to quality standards and manufacturing processes. Buyers should develop a comprehensive audit checklist that includes reviews of quality management systems, production capabilities, and compliance with international standards. This can be conducted on-site or through virtual audits, depending on logistics. -
Requesting Quality Assurance Documentation
Suppliers should provide detailed documentation regarding their quality control processes. This includes ISO certifications, quality manuals, inspection reports, and test results. Buyers should scrutinize these documents to ensure they align with their quality expectations and industry standards. -
Engaging Third-Party Inspection Services
Utilizing independent third-party inspection services can provide an objective assessment of a supplier’s manufacturing processes and quality control practices. These organizations can conduct random inspections, testing, and audits to validate compliance with industry standards. -
Understanding QC and Certification Nuances for International Trade
B2B buyers must be aware of the specific quality control expectations and certification requirements in their respective regions. Different countries may have varying standards, and understanding these nuances can aid in selecting suppliers who comply with regional regulations. For instance, buyers in Europe may place a higher emphasis on CE certification compared to buyers in other regions.
Conclusion
The manufacturing processes and quality assurance for motorized pulley systems are intricate and vital for ensuring product reliability and performance. By understanding the key stages of manufacturing and the importance of quality control, B2B buyers can make informed decisions when selecting suppliers. Implementing thorough verification methods will further enhance confidence in the products sourced from international manufacturers, ultimately contributing to successful and efficient operations in various industrial applications.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘motorized pulley system’
Introduction
This guide serves as a practical checklist for B2B buyers looking to procure motorized pulley systems. By following these structured steps, you can ensure that you select the right system tailored to your operational needs while maximizing efficiency and safety in your industrial applications.
Step 1: Define Your Technical Specifications
Establishing clear technical specifications is vital to ensuring that the motorized pulley system meets your operational requirements. Consider factors such as load capacity, speed, and environmental conditions where the system will operate. A well-defined specification helps in narrowing down options and communicating effectively with potential suppliers.
- Load Capacity: Determine the maximum weight your conveyor will handle.
- Speed Requirements: Specify the desired speed of operation for your application.
Step 2: Assess the Design and Features
Motorized pulleys come with various designs and features that can significantly impact their performance and maintenance needs. Assess features such as compact design, sealing mechanisms, and lubrication systems, which contribute to efficiency and safety.
- Compact Design: A more compact system saves space and enhances installation flexibility.
- Sealing Mechanisms: Look for models with robust sealing to protect against dust and moisture, especially in harsh environments.
Step 3: Evaluate Potential Suppliers
Before making a commitment, it’s crucial to conduct a thorough evaluation of potential suppliers. This includes requesting detailed company profiles, case studies, and references from buyers in similar industries or regions. Supplier reliability can significantly affect your operations.
- Case Studies: Seek examples of successful installations in your industry.
- References: Contact other clients to gauge satisfaction and performance.
Step 4: Verify Compliance and Certifications
Ensure that the motorized pulley systems comply with relevant industry standards and certifications. This is especially important in international markets where regulations may vary.
- Safety Standards: Check for certifications such as UL and CE, which indicate adherence to safety protocols.
- Environmental Standards: Verify compliance with environmental regulations, particularly if your operations are subject to strict ecological guidelines.
Step 5: Request Detailed Proposals
Once you have shortlisted suppliers, request detailed proposals that include pricing, lead times, and warranty information. This transparency allows for better comparison and decision-making.
- Pricing Breakdown: Ensure the proposal includes all costs, including installation and maintenance.
- Warranty Terms: Understand the warranty coverage and conditions to safeguard your investment.
Step 6: Consider After-Sales Support and Maintenance
Assess the after-sales support and maintenance services offered by suppliers. A reliable support system can enhance the longevity and efficiency of your motorized pulley systems.
- Technical Support: Inquire about the availability of technical support and training for your team.
- Maintenance Services: Check if the supplier offers routine maintenance services or guidelines to ensure optimal performance.
Step 7: Conduct a Risk Assessment
Before finalizing your procurement, conduct a risk assessment to identify potential challenges associated with the motorized pulley system. This helps in developing contingency plans to mitigate any operational disruptions.
- Operational Risks: Evaluate risks related to system failure or downtime.
- Supply Chain Risks: Consider the reliability of the supplier and their ability to deliver on time.
Following this checklist will equip you with the necessary insights to make informed decisions when sourcing motorized pulley systems, ensuring that your investment supports operational excellence and safety in your facility.
Comprehensive Cost and Pricing Analysis for motorized pulley system Sourcing
What Are the Key Cost Components for Motorized Pulley Systems?
When analyzing the cost structure of motorized pulley systems, several critical components come into play. These include materials, labor, manufacturing overhead, tooling, quality control (QC), logistics, and the supplier margin.
-
Materials: The materials used in motorized pulleys, such as high-grade steel, aluminum, and specialized seals, significantly impact costs. Higher-quality materials often lead to increased durability and efficiency, which can justify a higher initial investment.
-
Labor: Labor costs vary based on geographic location and the complexity of the manufacturing process. Skilled labor is often required for assembly and quality assurance, which can add to the overall cost.
-
Manufacturing Overhead: This encompasses indirect costs associated with production, including utilities, facility maintenance, and equipment depreciation. A well-managed operation can keep these costs down, improving pricing competitiveness.
-
Tooling: The setup costs for specialized machinery and tools necessary for producing motorized pulleys can be substantial. However, these costs may be amortized over larger production runs, reducing the per-unit price for bulk orders.
-
Quality Control (QC): Implementing rigorous QC processes ensures the reliability and safety of motorized pulleys. This can involve testing and certification, which adds to the cost but is essential for compliance, especially in regulated markets.
-
Logistics: Shipping costs, including freight and handling, are critical, particularly for international buyers. The cost can vary significantly based on the shipping method and distance, impacting the overall pricing strategy.
-
Margin: Finally, the supplier’s profit margin is factored into the pricing. This margin can vary based on the supplier’s market position, reputation, and the level of service provided.
How Do Price Influencers Affect Motorized Pulley Sourcing?
Several factors can influence the pricing of motorized pulleys, particularly for international B2B buyers:
-
Volume/MOQ: Larger purchase volumes often lead to lower per-unit costs due to economies of scale. Suppliers may offer discounts for minimum order quantities (MOQ), making it advantageous for buyers to consolidate orders.
-
Specifications/Customization: Custom designs or specific features may increase costs. Buyers should assess whether these customizations provide value that justifies the additional expense.
-
Materials: The choice of materials can greatly impact pricing. For instance, pulleys made from corrosion-resistant materials may be more expensive but offer longer service life, thus lowering the Total Cost of Ownership (TCO).
-
Quality/Certifications: Products that meet international quality standards (e.g., ISO certifications) may command higher prices. However, such certifications often translate to improved reliability and lower maintenance costs.
-
Supplier Factors: The supplier’s reputation, reliability, and after-sales support can affect pricing. Established suppliers may charge a premium but offer enhanced customer service and warranty options.
-
Incoterms: Understanding Incoterms is crucial for international transactions. Terms such as FOB (Free on Board) or CIF (Cost, Insurance, and Freight) can impact overall costs and responsibility for shipping risks.
What Are the Best Practices for Negotiating Motorized Pulley Prices?
For B2B buyers, particularly in regions like Africa, South America, the Middle East, and Europe, effective negotiation strategies can lead to more favorable pricing:
-
Leverage Total Cost of Ownership (TCO): Emphasize the long-term savings associated with higher-quality products. Lower energy consumption and reduced maintenance can offset higher upfront costs.
-
Research Market Prices: Understanding current market prices and trends can empower buyers during negotiations. This information can help in assessing fair pricing and identifying potential suppliers.
-
Build Relationships with Suppliers: Establishing long-term relationships can lead to better pricing and terms. Suppliers may be more willing to negotiate for repeat customers.
-
Be Prepared to Walk Away: If negotiations do not meet your cost expectations, being willing to explore other suppliers can lead to better offers.
-
Consider Local Suppliers: Local suppliers may offer lower shipping costs and faster delivery times, which can be a significant factor in the overall pricing equation.
Conclusion
While the initial cost of motorized pulleys may seem high, understanding the components of the cost structure and the factors influencing pricing can help B2B buyers make informed decisions. By focusing on TCO and employing effective negotiation strategies, buyers can optimize their investments in motorized pulley systems. It is essential to remain aware of market conditions and supplier capabilities to secure the best possible deal.
Disclaimer: Prices mentioned are indicative and can vary based on market conditions, supplier negotiations, and specific project requirements.
Alternatives Analysis: Comparing motorized pulley system With Other Solutions
Understanding Alternatives to Motorized Pulley Systems
In the realm of conveyor systems, selecting the appropriate drive mechanism is crucial for enhancing operational efficiency and safety. While motorized pulley systems have gained traction due to their compact design and high efficiency, it’s essential to consider alternative solutions that may offer specific advantages based on unique operational requirements. Below, we compare motorized pulley systems with two viable alternatives: conventional belt drives and geared motor systems.
Comparison Table
| Comparison Aspect | Motorized Pulley System | Conventional Belt Drive | Geared Motor System |
|---|---|---|---|
| Performance | 95% mechanical efficiency, quiet operation | 60-75% mechanical efficiency, noisier | Varies; generally high efficiency but can be noisy |
| Cost | Competitive initial cost; low maintenance | Lower upfront cost; higher maintenance costs | Moderate to high initial cost; variable maintenance |
| Ease of Implementation | Simple design, quick changeover | More complex installation and adjustment | Requires precise alignment and setup |
| Maintenance | Low; sealed components reduce wear | High; exposed components prone to wear | Moderate; regular lubrication needed |
| Best Use Case | Enclosed spaces, high safety requirements | General applications, less critical environments | Heavy-duty applications requiring high torque |
Detailed Breakdown of Alternatives
Conventional Belt Drive
Conventional belt drives are widely used due to their lower upfront costs and simplicity in design. They consist of multiple components, including motors, pulleys, and belts, which can be easily replaced. However, their performance is often limited to 60-75% mechanical efficiency, and they tend to generate more noise during operation. Additionally, the exposed components pose safety risks, particularly in environments with high foot traffic or where employees work closely with machinery. Maintenance is frequent due to wear and tear, making these systems less appealing for operations prioritizing safety and low upkeep.
Geared Motor System
Geared motor systems utilize a motor and gearbox to drive the conveyor. These systems can provide high torque and are well-suited for heavy-duty applications where substantial load handling is required. While they offer good efficiency, they can also be noisy, which may necessitate additional soundproofing measures in the workplace. Geared motors require precise installation and alignment, which can complicate the initial setup. Regular lubrication and maintenance are also essential to ensure optimal performance and longevity. These systems are ideal for environments where heavy materials are handled, but they may not be as compact or safe as motorized pulleys.
Conclusion: How to Choose the Right Solution for Your Needs
When determining the best conveyor drive solution for your operation, consider factors such as performance, cost, ease of implementation, maintenance requirements, and the specific use case of your application. For environments where space is limited and safety is a concern, motorized pulleys may be the superior choice due to their sealed design and high efficiency. Conversely, if initial cost is a primary concern and the application is less demanding, conventional belt drives might suffice. For heavy-duty applications, geared motor systems can provide the necessary torque, albeit with potential trade-offs in noise and maintenance. By carefully evaluating these factors, B2B buyers can make informed decisions that align with their operational goals and budget constraints.
Essential Technical Properties and Trade Terminology for motorized pulley system
What Are the Key Technical Properties of a Motorized Pulley System?
Motorized pulley systems are integral components in conveyor systems, and understanding their technical specifications is crucial for B2B buyers. Here are some key properties to consider:
-
Protection Class (IP Rating)
The protection class indicates the level of sealing effectiveness of electrical enclosures against intrusion from foreign bodies and moisture. For motorized pulleys, an IP66 rating signifies dust-tight protection and resistance to powerful water jets. This is vital for operations in harsh environments, ensuring durability and minimal maintenance. -
Motor Insulation Class
Motor insulation classes (such as Class F or Class H) define the thermal limits of the motor. Class F insulation, which can operate within a temperature range of -10°F to +100°F, is common in many applications. Selecting the right insulation class is essential for ensuring reliability and efficiency, especially in regions with extreme temperatures. -
Efficiency Rating
Efficiency ratings indicate how effectively a motorized pulley converts electrical energy into mechanical energy. High-efficiency models can transfer up to 95% of their capacity to the belt, significantly reducing energy costs and operational expenses. This is particularly important for B2B buyers looking to minimize total cost of ownership. -
Sealing System
The sealing system, often featuring double lip oil seals and labyrinth seals, is critical for protecting internal components from dust and moisture. A robust sealing design enhances the longevity of the pulley system by reducing wear and preventing contamination, which is crucial for maintaining operational efficiency. -
Drive Power and Belt Pull Calculation
Understanding the required drive power and belt pull (Te) is essential for proper system design. The formula involves calculating the effective tension needed to move a bulk material along with the conveyor belt. This ensures that the motorized pulley is appropriately sized for the application, preventing potential failures or inefficiencies.
What Are Common Trade Terms Related to Motorized Pulley Systems?
Familiarity with industry jargon is vital for effective communication and negotiation in the B2B landscape. Here are some common terms associated with motorized pulley systems:
-
OEM (Original Equipment Manufacturer)
An OEM is a company that produces parts and equipment that may be marketed by another manufacturer. Understanding OEM relationships is essential for buyers seeking reliable components that meet industry standards. -
MOQ (Minimum Order Quantity)
MOQ refers to the smallest quantity of a product that a supplier is willing to sell. For motorized pulleys, this can affect inventory management and procurement strategies, particularly for small or emerging businesses. -
RFQ (Request for Quotation)
An RFQ is a document sent to suppliers asking for pricing and terms for specific products or services. In the context of motorized pulleys, submitting an RFQ allows buyers to compare options and negotiate the best deal. -
Incoterms (International Commercial Terms)
Incoterms are a set of international rules for shipping and freight that define the responsibilities of buyers and sellers. Understanding these terms is crucial for international B2B transactions, as they dictate who is responsible for shipping costs, insurance, and risk during transportation. -
Lead Time
Lead time is the time taken from placing an order to its delivery. In the context of motorized pulleys, understanding lead times can help businesses plan their operations and manage supply chain logistics effectively. -
Warranty and Service Agreements
Warranty terms outline the manufacturer’s commitment to repair or replace defective products. Service agreements may include maintenance or support services. For motorized pulleys, these agreements are crucial for minimizing downtime and ensuring long-term performance.
By understanding these technical properties and trade terminologies, B2B buyers can make informed decisions that enhance operational efficiency and profitability in their conveyor systems.
Navigating Market Dynamics and Sourcing Trends in the motorized pulley system Sector
What Are the Current Market Dynamics Affecting the Motorized Pulley System Sector?
The motorized pulley system sector is witnessing significant growth driven by the increasing demand for automation and efficiency across various industries. Key global drivers include the rising need for safer operational environments and the demand for compact, efficient, and low-maintenance solutions. In regions like Africa, South America, and the Middle East, infrastructure projects and industrial expansion are propelling the market forward, with a notable focus on conveyor systems in mining, agriculture, and logistics. Moreover, in Europe, sustainability regulations are prompting businesses to adopt energy-efficient and environmentally friendly technologies, further boosting the adoption of motorized pulleys.
Emerging B2B technology trends include the integration of IoT (Internet of Things) for predictive maintenance and enhanced operational efficiency. This trend allows companies to monitor motorized pulley systems in real-time, reducing downtime and maintenance costs. Additionally, advancements in manufacturing techniques, such as 3D printing, are enabling the creation of customized solutions that meet specific client needs while minimizing waste and production time. International B2B buyers should also be aware of increasing competition among suppliers, which is driving innovation and providing more choices, ultimately benefiting procurement strategies.
How Does Sustainability Impact Sourcing in the Motorized Pulley System Sector?
Sustainability and ethical sourcing are paramount considerations for B2B buyers in the motorized pulley system sector. The environmental impact of manufacturing processes, including energy consumption and waste generation, has led to a growing demand for eco-friendly products. Buyers are increasingly seeking suppliers who prioritize sustainable practices, such as using recycled materials or employing energy-efficient manufacturing techniques.
Certifications such as ISO 14001 for environmental management and energy efficiency labels are becoming critical in supplier evaluation processes. These certifications not only demonstrate a commitment to sustainability but also help companies comply with regional regulations, particularly in Europe where stringent environmental laws are in place. By investing in suppliers with a robust sustainability framework, companies can enhance their brand reputation and meet the growing consumer demand for environmentally responsible products. Additionally, prioritizing ethical supply chains helps mitigate risks associated with labor practices and environmental degradation, ensuring that sourcing strategies align with corporate social responsibility goals.
What Is the Historical Context of Motorized Pulleys in B2B Applications?
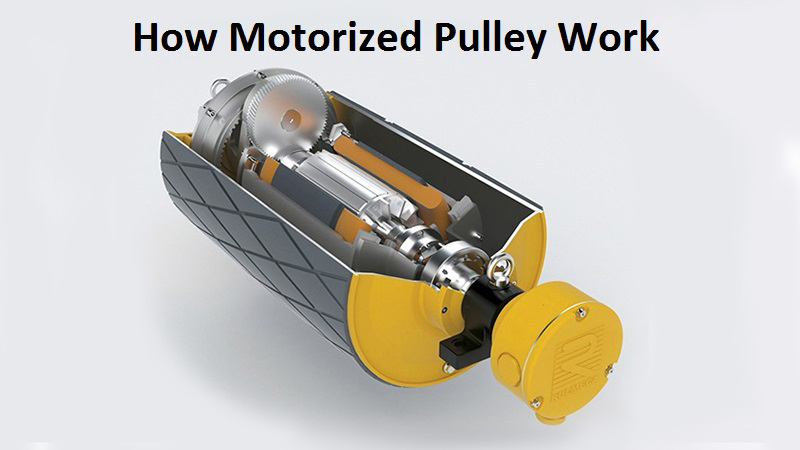
The evolution of motorized pulleys can be traced back to the need for more efficient and safer conveyor systems. Initially, traditional drive systems dominated the market; however, their bulky designs and maintenance challenges prompted the development of more compact solutions. The introduction of the motorized pulley system revolutionized the industry by integrating the motor and drive components into a single sealed unit, significantly reducing the risk of mechanical failure and enhancing operational safety.
Over the years, technological advancements have further refined motorized pulley designs, improving energy efficiency and performance. Today, motorized pulleys are widely adopted across various sectors, including manufacturing, mining, and logistics, where they provide reliable and efficient material handling solutions. As the industry continues to evolve, the focus on sustainability and smart technology integration will likely shape the future of motorized pulley systems, presenting new opportunities for B2B buyers globally.
Frequently Asked Questions (FAQs) for B2B Buyers of motorized pulley system
-
How do I determine the right motorized pulley system for my application?
To select the appropriate motorized pulley system, begin by assessing your specific application requirements, including load capacity, conveyor speed, and environmental conditions. Consider the type of materials being transported and whether the system will operate in harsh environments, such as high moisture or dust levels. Additionally, consult with suppliers who can provide expert advice and possibly offer a pulley configurator tool to customize your selection based on technical specifications. Understanding your needs will help ensure optimal performance and longevity of the system. -
What is the best motorized pulley system for heavy-duty applications?
For heavy-duty applications, look for motorized pulleys with high torque ratings and robust construction, such as those made from seawater-resistant aluminum or stainless steel. Systems with a compact design and sealed components provide better durability and safety in demanding environments. Models like the Dura-Drive Plus are engineered to transfer up to 95% of their capacity to the belt, making them ideal for high-load scenarios. Always verify the manufacturer’s specifications to ensure the system meets your operational demands. -
What customization options are available for motorized pulley systems?
Customization options for motorized pulleys typically include variations in motor size, power ratings, shaft types, and protective casings. Some manufacturers may offer adjustable speed settings and specific sealing solutions for unique environmental challenges. It’s advisable to engage directly with suppliers to explore tailored solutions that fit your operational requirements. Providing detailed specifications about your application will help suppliers recommend the most suitable modifications. -
What are the minimum order quantities (MOQ) for motorized pulleys?
Minimum order quantities for motorized pulleys can vary significantly between suppliers and depend on factors such as production capabilities and inventory policies. Generally, MOQs may range from a single unit for specialized orders to multiple units for standard products. It’s essential to communicate with potential suppliers about your needs and inquire if they can accommodate lower quantities, especially if you are testing the system before committing to larger orders. -
What payment terms can I expect when sourcing motorized pulleys internationally?
Payment terms for international purchases of motorized pulleys typically include options such as advance payment, letters of credit, or payment upon delivery. Terms may vary based on the supplier’s policies, order size, and your business relationship history. It’s crucial to clarify payment expectations upfront and ensure both parties are comfortable with the agreed terms to avoid any misunderstandings. -
How do I vet suppliers of motorized pulley systems?
When vetting suppliers, consider their industry experience, customer reviews, and certifications relevant to quality standards, such as ISO. Request references from other businesses that have sourced similar products. Additionally, assess their capacity for after-sales support and warranty offerings. Engaging in direct communication can provide insights into their responsiveness and reliability, which are essential for a successful long-term partnership. -
What quality assurance measures should I look for in motorized pulley systems?
Quality assurance measures can include certifications like ISO 9001, which signifies adherence to international quality management standards. Inquire about the supplier’s testing protocols, including performance testing and durability assessments of their motorized pulleys. Suppliers should provide documentation or reports that demonstrate their products meet specific performance criteria, ensuring reliability and longevity in your operations. -
What logistics considerations should I keep in mind when importing motorized pulleys?
When importing motorized pulleys, consider shipping methods, lead times, and customs regulations in your country. Select a logistics partner familiar with handling industrial equipment to ensure safe transport. Evaluate the total landed cost, including shipping, duties, and taxes, to avoid unexpected expenses. It’s also beneficial to establish a clear communication channel with your supplier for timely updates on shipping status and any potential delays.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Top 7 Motorized Pulley System Manufacturers & Suppliers List
1. Rulmeca – Motorized Pulleys
Domain: rulmeca.com
Registered: 2002 (23 years)
Introduction: Motorized Pulleys are efficient and reliable conveyor drive systems, hermetically sealed for safety and low maintenance. They were first produced in 1953 for conveyor belt applications, designed to be compact and unaffected by dust, water, oil, grease, or other harmful substances. Key features include:
– Highly efficient geared motor drive sealed in a cylindrical steel shell.
– Shell is crowned …
2. Sparks Belting – Dura Drive Plus Motorized Pulleys
Domain: sparksbelting.com
Registered: 1996 (29 years)
Introduction: Dura Drive Plus Motorized Pulleys from Sparks Belting are compact, powerful, and designed for long-lasting performance. Key features include:
– New cartridge seal for improved oil retention and reduced components.
– Motorized pulley design with a rotating outer drum that powers the conveyor belt.
– Compact design allows for more conveyor in less space, enhancing safety by enclosing moving parts…
3. Reddit – Motorized Ghost Pulley System
Domain: reddit.com
Registered: 2005 (20 years)
Introduction: Floating ghosts on a motorized pulley system for Halloween decoration. The idea involves using a pulley that pulls hanging ghosts back and forth across a yard, creating a spooky effect. The user is looking for an electric motor and pulley system online to implement this idea.
4. Airmatic – Motorized Pulleys
Domain: airmatic.com
Registered: 1998 (27 years)
Introduction: Motorized pulleys are designed for easy installation and maintenance, allowing users to ‘fit it and forget it.’ They are fully enclosed in steel, enhancing safety, reducing maintenance needs, and improving efficiency compared to non-motorized options. These pulleys are compatible with variable frequency drives and can operate inclined, reversing, articulating, and high-duty cycle conveyors. Each m…
5. Tinda Groups – DC Motorized Pulley
Domain: tindagroups.com
Registered: 2023 (2 years)
Introduction: DC motorized pulley is a type of motorized conveyor belt drive that uses a cylindrical drum or pulley to move a belt or other material along a conveyor. It is powered by a DC motor housed inside the pulley, eliminating the need for external motors or gearboxes. Key features include compact and space-saving design, customization options for different motor types, voltage ratings, and transmission r…
6. SKECON – Motorized Conveyor Pulley

Domain: skecon.com
Registered: 2020 (5 years)
Introduction: Motorized Conveyor Pulley (Motor Drum) – A type of conveyor drum pulley with integrated electric motor and gearbox. Features: dust, water, oil, and grease resistant; suitable for mining, cement, quarries, ports, recycling, and demolition. Types: Flameproof and Normal motorized pulleys. Components: pulley shell, bracket, coupler, motor, gear reducer. Customizable specifications: Driving Power 1.5~6…
7. Baldor – Motorized Pulley System
Domain: ebay.com
Registered: 1995 (30 years)
Introduction: {“Product Name”: “Motorized Pulley System with Baldor Industrial Motor”, “Model”: “Cat # VM3538”, “Power”: “1/2 Hp”, “Condition”: “Used”, “Price”: “$350.00 or Best Offer”, “Seller”: “S Star Supply”, “Seller Rating”: “99.7% positive”, “Location”: “Howell, Michigan, United States”, “Shipping Restrictions”: “Does not ship to Poland”, “Returns”: “Seller does not accept returns”, “eBay Item Number”: “2…
Strategic Sourcing Conclusion and Outlook for motorized pulley system
Why Invest in Motorized Pulley Systems for Your Operations?
In conclusion, the strategic sourcing of motorized pulley systems presents significant advantages for international B2B buyers, particularly in regions like Africa, South America, the Middle East, and Europe. These systems not only enhance operational efficiency through their compact and sealed design but also improve safety by minimizing potential hazards associated with traditional drive systems. With energy efficiency rates of up to 95%, businesses can expect substantial cost savings, translating into a quicker return on investment.
Moreover, the innovative features such as low maintenance requirements and quiet operation make motorized pulleys an attractive alternative for industries requiring reliable and sustainable solutions. As global markets continue to evolve, investing in advanced technologies like motorized pulleys can position your business favorably against competitors.
Looking ahead, it is essential for B2B buyers to consider these systems not just as equipment, but as strategic assets that can enhance productivity and safety. Embrace this opportunity to upgrade your operations by sourcing high-quality motorized pulleys tailored to your specific needs. Take the next step—reach out to suppliers, evaluate your current systems, and explore how motorized pulleys can drive your business forward.