Is Your Chocolate Transfer Pump Sourcing Strategy Flawed? Read This 2025 Report
Introduction: Navigating the Global Market for chocolate transfer pump
In the dynamic world of chocolate manufacturing, sourcing the right chocolate transfer pump can be a daunting challenge. With the industry grappling with high-viscosity materials, temperature sensitivity, and stringent hygiene standards, selecting an appropriate pump is critical for maintaining product quality and operational efficiency. This guide aims to equip international B2B buyers, particularly those from Africa, South America, the Middle East, and Europe—including markets such as Vietnam and Germany—with the insights needed to navigate the complex landscape of chocolate transfer pumps.
Throughout this comprehensive resource, we will explore various types of chocolate transfer pumps, their specific applications, and the key factors to consider when vetting suppliers. Additionally, we will delve into cost considerations and maintenance requirements, ensuring that buyers can make informed decisions that align with their production needs and budget constraints. By addressing the unique challenges faced in chocolate processing—from managing viscosity fluctuations to ensuring sanitary operations—this guide empowers businesses to enhance their manufacturing capabilities and product quality.
Whether you are a seasoned chocolate manufacturer or venturing into this sweet industry for the first time, understanding the nuances of chocolate transfer pumps will be pivotal in streamlining your operations and elevating your product offerings. Let’s embark on this journey to find the perfect pumping solution tailored to your needs.
Understanding chocolate transfer pump Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Internal Gear Pumps | High viscosity handling, low shear, jacketed design | Chocolate liquor, cocoa butter, confectionery | Pros: Efficient flow, maintains product quality; Cons: Higher initial cost. |
| Progressive Cavity Pumps | Gentle pumping action, continuous flow | Transfer of chocolate pastes, creams, and fillings | Pros: Excellent for thick products; Cons: More complex maintenance. |
| Diaphragm Pumps | Pulsation-free operation, high cleanliness standards | Small batch production, specialty chocolate products | Pros: Easy to clean, precise dosing; Cons: Limited flow rates. |
| Peristaltic Pumps | Flexible tubing, gentle handling of products | Sensitive chocolate varieties, small-scale operations | Pros: Minimal shear, easy maintenance; Cons: Tubing wear can increase costs. |
| Centrifugal Pumps | High flow rates, suitable for lower viscosity products | Large-scale chocolate processing, mixing operations | Pros: Cost-effective for high volumes; Cons: Not suitable for high-viscosity materials. |
What Are Internal Gear Pumps and Their Suitability for Chocolate Manufacturing?
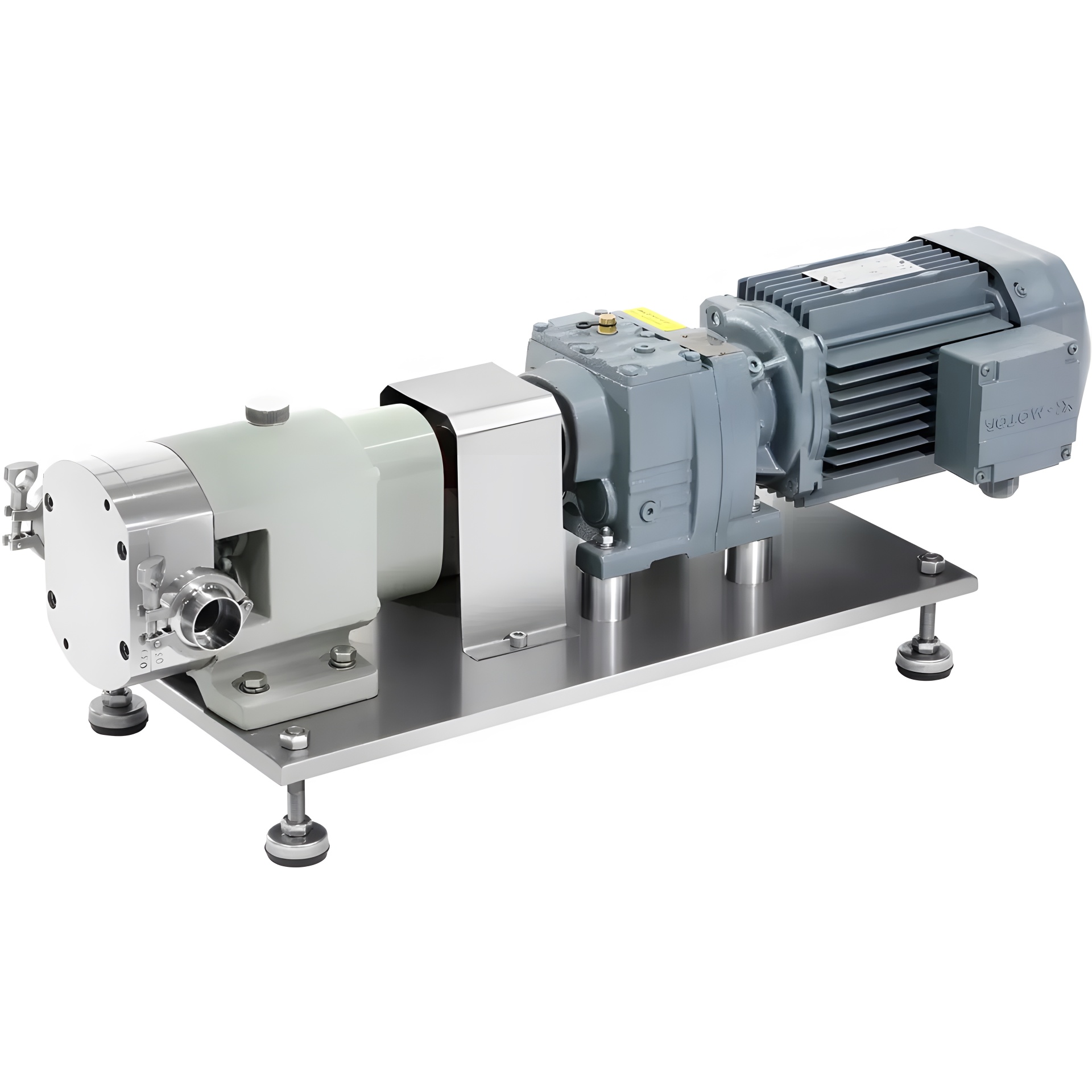
Internal gear pumps are specifically designed to handle high-viscosity fluids, making them ideal for chocolate liquor and cocoa butter. Their low shear operation preserves the texture and quality of chocolate while maintaining consistent flow rates. B2B buyers should consider these pumps for applications requiring robust performance and hygiene, as they are built with food-grade materials. However, the initial investment can be higher compared to other pump types.
How Do Progressive Cavity Pumps Enhance Chocolate Transfer Processes?
Progressive cavity pumps utilize a helical rotor to provide a continuous flow, making them suitable for transferring thick chocolate pastes and creams. Their gentle pumping action minimizes product shear, preserving the quality of sensitive ingredients. For businesses focused on high-quality chocolate production, these pumps offer excellent performance. However, they can be complex to maintain, which may lead to increased operational costs.
Why Choose Diaphragm Pumps for Specialty Chocolate Products?
Diaphragm pumps are known for their cleanliness and ability to provide a pulsation-free flow, making them ideal for small batch production and specialty chocolate products. They ensure precise dosing and are easy to clean, which is crucial in food applications. For B2B buyers, these pumps are a smart choice when high hygiene standards are a priority. However, their flow rates are typically lower, which may limit their use in larger operations.
What Advantages Do Peristaltic Pumps Offer for Sensitive Chocolate Varieties?
Peristaltic pumps are designed to handle sensitive chocolate varieties with minimal shear, utilizing flexible tubing that gently moves the product. They are particularly useful in small-scale operations where maintaining product integrity is essential. B2B buyers will appreciate their ease of maintenance and low initial costs. However, the tubing can wear out over time, leading to additional replacement costs.
When Are Centrifugal Pumps Most Effective in Chocolate Processing?
Centrifugal pumps are best suited for large-scale chocolate processing where high flow rates are required. They are cost-effective for mixing and transferring lower viscosity products. For businesses focused on large production volumes, centrifugal pumps can be a practical choice. However, they are not ideal for high-viscosity materials, as they may compromise product quality and consistency.
Key Industrial Applications of chocolate transfer pump
| Industry/Sector | Specific Application of Chocolate Transfer Pump | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Confectionery Production | Transferring chocolate liquor from mixers to molding machines | Enhances production efficiency and minimizes downtime | Ensure pumps are food-grade and can handle high viscosity |
| Chocolate Manufacturing | Moving tempered chocolate to enrobing machines | Maintains product quality and prevents solidification | Look for low-shear pumps with temperature control features |
| Cocoa Processing | Pumping cocoa mass from grinding to blending tanks | Improves consistency and quality of final chocolate product | Consider pumps with robust sealing to prevent contamination |
| Bakery and Pastry | Distributing chocolate coatings for pastries and confections | Increases product appeal and texture through even coating | Assess the pump’s ability to manage varying temperatures |
| Ice Cream and Dairy | Incorporating chocolate into ice cream mixes | Enhances flavor and texture, resulting in higher customer satisfaction | Evaluate hygiene standards and maintenance needs |
How Is a Chocolate Transfer Pump Used in Confectionery Production?
In the confectionery sector, chocolate transfer pumps are essential for moving chocolate liquor from mixers to molding machines. These pumps are designed to handle the high viscosity of chocolate, ensuring a consistent flow that enhances production efficiency. By reducing downtime caused by clogs or pump failures, confectioners can maintain a steady output, which is crucial for meeting consumer demand, especially during peak seasons. Buyers in this sector should prioritize pumps that are food-grade compliant and capable of managing varying viscosities without compromising product integrity.
What Role Do Chocolate Transfer Pumps Play in Chocolate Manufacturing?
Chocolate transfer pumps are vital in chocolate manufacturing, particularly for transferring tempered chocolate to enrobing machines. These pumps ensure that the chocolate maintains its desired texture and temperature, preventing solidification during the transfer process. The use of low-shear technology protects the chocolate’s quality, ensuring it retains its appealing gloss and mouthfeel. For international buyers, especially in regions like Europe and South America, sourcing pumps with advanced temperature control features is essential to uphold product standards and minimize waste.
How Are Chocolate Transfer Pumps Utilized in Cocoa Processing?
In cocoa processing, chocolate transfer pumps facilitate the movement of cocoa mass from grinding machines to blending tanks. This application is critical for achieving a uniform mixture that enhances the final product’s quality. The ability to maintain consistent flow rates while managing high viscosity levels is paramount. Buyers should consider pumps with robust sealing mechanisms to prevent contamination, as any impurities can significantly affect the quality of the chocolate produced. This is particularly crucial for manufacturers in regions with stringent food safety regulations.
Why Are Chocolate Transfer Pumps Important for Bakeries and Pastries?
For bakeries and pastry shops, chocolate transfer pumps are used to distribute chocolate coatings evenly over pastries and confections. This application not only enhances the visual appeal of products but also improves texture, which is vital for customer satisfaction. Pumps that can handle varying temperatures and maintain a gentle flow are preferred to avoid damaging the chocolate. Sourcing considerations for bakers should include the pump’s ability to operate efficiently in a high-demand environment while ensuring easy maintenance and cleanability.
How Do Chocolate Transfer Pumps Benefit Ice Cream and Dairy Industries?
In the ice cream and dairy industries, chocolate transfer pumps are employed to incorporate chocolate into ice cream mixes. This application is crucial for achieving a rich flavor and smooth texture that consumers expect. The pumps must handle varying temperatures and maintain hygiene standards to ensure food safety. For buyers in these sectors, evaluating the pump’s design for easy cleaning and compliance with health regulations is essential, particularly in regions with strict food safety laws.

A stock image related to chocolate transfer pump.
3 Common User Pain Points for ‘chocolate transfer pump’ & Their Solutions
Scenario 1: Managing High Viscosity Challenges in Chocolate Transfer
The Problem: Chocolate manufacturers often face the daunting task of transferring high-viscosity chocolate liquor and pastes. These materials can be incredibly thick and abrasive, leading to challenges in maintaining flow rates and risking damage to equipment. When pumps are not adequately designed to handle such viscosity, manufacturers may experience costly downtime due to equipment failures or maintenance requirements, significantly impacting production schedules and profitability.
The Solution: To effectively manage high-viscosity chocolate transfer, B2B buyers should consider sourcing chocolate transfer pumps specifically designed for such applications. Opt for internal gear pumps like the Viking 1224A-CHC Series, which are engineered to handle viscosities up to 900,000 SSU. These pumps feature low-shear operation that minimizes product degradation and preserves the chocolate’s texture. Additionally, ensure that the pump you select includes features such as a jacketed design to maintain optimal temperature control during transfer, preventing the chocolate from solidifying. Regular maintenance and proper training for operators on managing pump settings can further enhance operational efficiency and reduce the likelihood of downtime.
Scenario 2: Ensuring Hygiene and Food Safety Compliance
The Problem: In the chocolate manufacturing industry, maintaining hygiene and food safety standards is non-negotiable. Contaminated chocolate can lead to product recalls, reputational damage, and financial loss. Traditional pump designs may struggle to prevent contamination due to residues left in the system after cleaning, making it difficult to comply with stringent food safety regulations.
The Solution: To combat these hygiene challenges, B2B buyers should prioritize pumps with advanced sealing technologies, such as the O-Pro® Barrier Seal found in Viking pumps. This seal design prevents leakage and contamination by using a series of O-rings and a lubrication chamber, which keeps the chocolate separate from the pump’s mechanical components. When sourcing chocolate transfer pumps, look for models that are easy to disassemble for thorough cleaning and are constructed from food-grade materials that meet FDA compliance. Implementing a robust cleaning and maintenance schedule will further ensure that hygiene standards are upheld, reducing the risk of contamination and enhancing product safety.
Scenario 3: Addressing Temperature Control Fluctuations
The Problem: Chocolate’s quality is highly sensitive to temperature fluctuations during the transfer process. If the chocolate is not maintained at the correct temperature, it can become too viscous or even solidify, leading to inconsistent product quality and increased waste. Manufacturers may find it challenging to maintain the required temperature, especially in facilities where environmental conditions vary.
The Solution: To ensure precise temperature control during chocolate transfer, B2B buyers should invest in pumps that offer integrated heating jackets or temperature control features. For instance, NETZSCH’s hygienic chocolate transfer pumps are designed to provide consistent heat distribution, preventing temperature-related issues. When selecting a pump, assess the temperature range it can handle and ensure it is compatible with your specific chocolate types. Additionally, consider implementing a temperature monitoring system throughout the production line to detect fluctuations in real-time, allowing for immediate corrective actions. Proper operator training on how to adjust the pump settings based on chocolate type and production conditions can further mitigate temperature-related challenges, ensuring a high-quality final product.
Strategic Material Selection Guide for chocolate transfer pump
What Are the Key Materials Used in Chocolate Transfer Pumps?
When selecting a chocolate transfer pump, the choice of materials is critical for ensuring optimal performance, hygiene, and longevity. Here, we analyze four common materials used in chocolate transfer pumps, focusing on their properties, advantages, disadvantages, and implications for international B2B buyers.
1. Stainless Steel
Key Properties: Stainless steel is known for its excellent corrosion resistance and ability to withstand high temperatures and pressures. It typically has a temperature rating of up to 400°F (204°C) and can handle pressures exceeding 300 PSI.
Pros & Cons: The durability of stainless steel makes it ideal for the demanding conditions of chocolate processing. It’s easy to clean and complies with food safety standards, which is crucial for maintaining hygiene. However, the cost of stainless steel can be relatively high, and its manufacturing process can be complex due to the need for precise machining.
Impact on Application: Stainless steel is compatible with various chocolate media, including high-viscosity chocolate liquors and pastes. Its resistance to contamination makes it suitable for food-grade applications.
Considerations for International Buyers: Buyers should ensure compliance with international standards such as ASTM and DIN, particularly in regions like Europe and the Middle East, where stringent food safety regulations are in place.
2. Cast Iron
Key Properties: Cast iron is robust and can handle high pressures and temperatures, typically rated up to 250°F (121°C) and 200 PSI.
Pros & Cons: Its strength makes cast iron a cost-effective option for large-scale operations. However, it is prone to corrosion, especially in humid environments, which can lead to contamination issues. Additionally, cast iron is heavier, making installation and maintenance more challenging.
Impact on Application: While cast iron can handle thick chocolate mixtures, its tendency to rust can affect product quality if not properly maintained.
Considerations for International Buyers: Buyers in humid regions, such as parts of Africa and South America, should weigh the risks of corrosion against cost savings. Compliance with local regulations regarding food safety is also essential.
3. Polypropylene
Key Properties: Polypropylene is a lightweight, thermoplastic polymer that can withstand temperatures up to 200°F (93°C) and moderate pressures.
Pros & Cons: Its chemical resistance makes polypropylene an excellent choice for non-corrosive applications. It is also less expensive than metals and easier to manufacture. However, it has lower temperature and pressure ratings, which may limit its use in high-demand environments.
Impact on Application: Polypropylene is suitable for transferring chocolate at lower temperatures but may not be ideal for high-viscosity products that require heating.
Considerations for International Buyers: Buyers should ensure that polypropylene pumps meet local food safety standards, especially in regions with strict regulations, such as Europe.
4. PTFE (Polytetrafluoroethylene)
Key Properties: PTFE is renowned for its exceptional chemical resistance and can handle temperatures up to 500°F (260°C) and pressures of around 100 PSI.
Pros & Cons: The non-stick nature of PTFE minimizes product buildup, making it easier to clean and maintain. However, it is more expensive than other materials and may require specialized manufacturing techniques.
Impact on Application: PTFE is ideal for delicate chocolate products, as it prevents contamination and preserves texture. Its high temperature rating allows for effective heating during transfer.
Considerations for International Buyers: International buyers should verify that PTFE components comply with food-grade certifications and local regulations, particularly in Europe and the Middle East, where compliance is critical.
Summary Table
| Material | Typical Use Case for chocolate transfer pump | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Stainless Steel | High-viscosity chocolate liquors | Excellent corrosion resistance | Higher cost and complex manufacturing | High |
| Cast Iron | Large-scale chocolate processing | Cost-effective and robust | Prone to corrosion and heavier | Medium |
| Polypropylene | Lower-temperature chocolate applications | Lightweight and chemically resistant | Limited temperature and pressure ratings | Low |
| PTFE | Delicate chocolate products | Non-stick and easy to clean | Higher cost and specialized manufacturing | High |
This strategic material selection guide aims to provide international B2B buyers with actionable insights into the materials used in chocolate transfer pumps, helping them make informed decisions that align with their operational needs and compliance requirements.
A stock image related to chocolate transfer pump.
In-depth Look: Manufacturing Processes and Quality Assurance for chocolate transfer pump
What Are the Main Stages in the Manufacturing Process of Chocolate Transfer Pumps?
The manufacturing process of chocolate transfer pumps involves several key stages that ensure the pumps are built to withstand the demanding conditions of chocolate processing. The primary stages include material preparation, forming, assembly, and finishing.
-
Material Preparation: The first stage involves selecting high-quality, food-grade materials that meet stringent hygiene and durability standards. Common materials include stainless steel and specialized alloys that resist corrosion and wear from abrasive chocolate constituents. Before fabrication, materials are meticulously inspected for defects to ensure they meet international quality standards.
-
Forming: This stage involves shaping the raw materials into pump components. Techniques such as CNC machining, casting, and forging are used to create precision parts like impellers, housings, and seals. Advanced technologies such as 3D printing may also be employed for prototyping or producing intricate designs that enhance pump efficiency.
-
Assembly: After forming, components are assembled to create the complete pump unit. This process requires skilled technicians who ensure that all parts fit together perfectly, minimizing the potential for leaks or operational failures. During assembly, special attention is given to the installation of seals, especially those designed to prevent contamination of the chocolate.
-
Finishing: The final stage includes surface treatments, such as polishing and passivation, to enhance the pump’s resistance to corrosion and ensure easy cleaning. Finishing processes not only improve the aesthetic appeal but also play a crucial role in maintaining hygiene standards, crucial for food-grade applications.
Which Quality Assurance Standards Are Relevant for Chocolate Transfer Pumps?
Quality assurance in the manufacturing of chocolate transfer pumps is paramount, given the food safety implications. Several international and industry-specific standards guide manufacturers in ensuring product quality and safety.
-
ISO 9001: This internationally recognized standard focuses on quality management systems. Compliance with ISO 9001 ensures that manufacturers implement processes that consistently meet customer and regulatory requirements, enhancing overall product quality.
-
CE Certification: For products marketed in Europe, CE marking indicates compliance with health, safety, and environmental protection standards. It assures B2B buyers that the chocolate transfer pumps meet European regulatory requirements, an essential consideration for manufacturers targeting markets in Europe.
-
API Standards: The American Petroleum Institute (API) standards, while primarily focused on the oil and gas industry, also provide guidelines relevant to the design and manufacturing of pumps. Adhering to these standards can enhance the reliability and performance of chocolate transfer pumps.
What Are the Key Quality Control Checkpoints in Pump Manufacturing?
Quality control (QC) is an integral part of the manufacturing process, ensuring that each pump meets the required specifications and functions effectively. Key QC checkpoints include:
-
Incoming Quality Control (IQC): This initial checkpoint involves inspecting raw materials and components upon arrival at the manufacturing facility. It ensures that only materials that meet specified standards are used in production.
-
In-Process Quality Control (IPQC): During the manufacturing process, IPQC involves continuous monitoring and testing of components at various stages. This proactive approach helps identify potential issues before they escalate into larger problems, ensuring that the final product meets quality standards.
-
Final Quality Control (FQC): After assembly and finishing, the pumps undergo rigorous testing to assess their performance under simulated operational conditions. This includes flow rate testing, pressure testing, and leak testing. Any pump that does not meet the predetermined specifications is reworked or discarded.
How Can B2B Buyers Verify Supplier Quality Control?
For international B2B buyers, verifying the quality control processes of suppliers is critical to ensuring product reliability and compliance with safety standards. Here are some actionable steps:
-
Conduct Audits: Regular audits of the manufacturing facility can provide insights into the supplier’s QC processes and adherence to industry standards. Audits can be conducted by the buyer or through third-party services specializing in supplier assessments.
-
Request Quality Assurance Reports: Suppliers should be able to provide documentation detailing their QC processes, including certifications and test results. Reviewing these reports can give buyers confidence in the supplier’s commitment to quality.
-
Engage Third-Party Inspection Services: Independent inspection services can evaluate the quality of the pumps before shipment. These services can conduct tests and provide unbiased reports, ensuring that the pumps meet the specified quality standards.
What Testing Methods Are Commonly Used in Quality Control for Chocolate Transfer Pumps?
Various testing methods are employed during the QC process to ensure that chocolate transfer pumps perform reliably and meet the necessary standards. Common methods include:
-
Hydrostatic Testing: This method assesses the integrity of the pump by subjecting it to high-pressure water conditions. It helps identify any potential leaks or weaknesses in the construction.
-
Performance Testing: Pumps are evaluated for flow rate, pressure, and energy consumption under operating conditions. This testing ensures that the pumps can handle the specific requirements of chocolate processing without compromising quality.
-
Material Testing: The materials used in pump construction are subjected to various tests, such as tensile strength, hardness, and corrosion resistance tests, to ensure they can withstand the demanding conditions of chocolate manufacturing.
What QC Nuances Should International Buyers Consider?
When dealing with suppliers across different regions, international B2B buyers should be aware of certain nuances in quality control:
-
Regional Standards: Different countries may have varying standards and regulations regarding food safety and pump manufacturing. Buyers should familiarize themselves with these standards to ensure compliance.
-
Cultural Practices: Quality control practices may vary based on regional manufacturing cultures. Understanding these differences can help buyers set realistic expectations and enhance communication with suppliers.
-
Traceability: Ensure that the supplier has robust traceability systems in place. This is crucial for managing recalls and ensuring accountability should any quality issues arise post-purchase.
By understanding the manufacturing processes and quality assurance practices specific to chocolate transfer pumps, B2B buyers can make informed decisions, ensuring they select reliable suppliers that meet their operational needs and quality standards.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘chocolate transfer pump’
In the competitive landscape of chocolate manufacturing, selecting the right chocolate transfer pump is crucial for ensuring product quality and operational efficiency. This guide provides a structured checklist to aid B2B buyers in making informed decisions when sourcing chocolate transfer pumps, particularly for those operating in diverse international markets.
Step 1: Define Your Technical Specifications
Begin by outlining the specific requirements for your chocolate transfer pump. This includes understanding the viscosity of the chocolate you will be handling, the required flow rate, and the temperature range.
– Viscosity Levels: Determine the maximum viscosity of the chocolate, as some pumps are better suited for high-viscosity applications.
– Flow Rates: Specify the desired throughput to ensure the pump meets production demands.
Step 2: Assess Compliance with Food Safety Standards
Ensuring that the pump complies with international food safety standards is paramount. Look for certifications such as FDA approval or EU regulations that guarantee the materials used are safe for food processing.
– Material Quality: Verify that the pump is constructed from food-grade materials to prevent contamination.
– Cleaning Protocols: Choose pumps designed for easy disassembly and cleaning to meet hygiene requirements.
Step 3: Evaluate Supplier Capabilities
Conduct thorough research on potential suppliers to ensure they have the expertise and resources to meet your needs. Request company profiles, case studies, and references from similar industries.
– Industry Experience: Suppliers with extensive experience in chocolate processing are more likely to understand the nuances of your requirements.
– Support Services: Assess the availability of technical support and after-sales service to address any operational issues.
Step 4: Check Pump Technology and Design
Investigate the technology used in the pump design, particularly features that enhance performance and product quality. Look for pumps that offer low-shear operation and temperature control.
– Sealing Mechanisms: Advanced sealing technologies, such as barrier seals, can prevent leakage and maintain hygiene.
– Heating Options: Consider pumps with heating jackets to maintain optimal chocolate temperature during transfer.
Step 5: Request Quotes and Compare Pricing
Gather quotes from multiple suppliers to compare costs. Ensure that you request detailed pricing information that includes installation and maintenance services.
– Total Cost of Ownership: Consider not just the initial purchase price but also long-term maintenance costs, energy efficiency, and expected lifespan.
– Negotiation Opportunities: Leverage competitive quotes to negotiate better terms or discounts.
Step 6: Review Warranty and Service Agreements
Before finalizing your purchase, thoroughly review the warranty and service agreements provided by the supplier. A robust warranty can offer peace of mind regarding the pump’s reliability.
– Warranty Coverage: Understand what components are covered and for how long.
– Service Response Time: Check the supplier’s commitment to service response times in case of emergencies or breakdowns.
Step 7: Plan for Installation and Training
Consider the installation process and whether the supplier provides training for your staff. Proper installation and training can significantly reduce downtime and operational issues.
– Installation Support: Ensure the supplier offers on-site installation assistance.
– Staff Training: Look for comprehensive training programs that cover pump operation, maintenance, and troubleshooting.
By following this checklist, B2B buyers can make informed decisions when sourcing chocolate transfer pumps, ultimately enhancing their manufacturing processes and product quality.
Comprehensive Cost and Pricing Analysis for chocolate transfer pump Sourcing
What Are the Key Cost Components in Sourcing Chocolate Transfer Pumps?
When evaluating the total cost of sourcing chocolate transfer pumps, several critical components come into play. These include materials, labor, manufacturing overhead, tooling, quality control (QC), logistics, and the supplier’s profit margin.
-
Materials: The choice of materials significantly impacts costs. Food-grade stainless steel is commonly used for its durability and compliance with hygiene standards. Additionally, specialized seals and components designed to handle high viscosities add to the material costs.
-
Labor: Labor costs encompass both skilled and unskilled workers involved in the manufacturing process. Skilled labor is particularly important for assembly and quality assurance, where precision is vital for pump functionality.
-
Manufacturing Overhead: This includes expenses related to the facility, utilities, and equipment maintenance. Efficient manufacturing processes can reduce overhead costs, ultimately affecting the pricing of the pumps.
-
Tooling: Initial tooling costs can be substantial, especially for custom pumps. These costs are often amortized over large production runs, making them less significant on a per-unit basis for high-volume orders.
-
Quality Control: Ensuring that pumps meet stringent food safety and performance standards incurs additional costs. Rigorous QC processes can prevent costly recalls and damage to brand reputation.
-
Logistics: Transportation and shipping costs vary widely based on the destination, particularly for international buyers. Factors like Incoterms can significantly influence the final price.
-
Margin: Suppliers typically build a margin into their pricing to cover operational costs and profit. This margin can vary based on the supplier’s market position and the level of service they provide.
How Do Volume and Customization Affect Pricing?
Volume and customization are two significant influencers of pump pricing. Suppliers often offer tiered pricing structures based on minimum order quantities (MOQs). Higher volumes usually lead to lower per-unit costs due to economies of scale.
Customization, however, can increase costs. Custom features such as specific flow rates, heat jackets, or unique materials for enhanced durability can add to the price. Buyers should assess whether customization aligns with their operational needs and consider potential trade-offs.
What Quality Certifications Should Buyers Look For?
For international B2B buyers, especially from regions like Africa, South America, the Middle East, and Europe, understanding quality certifications is crucial. Pumps must comply with various food safety standards such as FDA, EHEDG, or 3A Sanitary Standards. Ensuring that the supplier can provide these certifications can prevent costly compliance issues later.
What Are the Negotiation Strategies for Cost-Efficiency?
Effective negotiation can lead to significant savings. Here are some strategies:
- Research Market Prices: Understanding the average market price for chocolate transfer pumps can provide leverage in negotiations.
- Leverage Volume: If possible, commit to larger orders to negotiate better pricing and terms.
- Discuss Payment Terms: Flexible payment terms can enhance cash flow and reduce financial strain.
- Evaluate Total Cost of Ownership (TCO): Consider not just the initial purchase price but also maintenance, energy consumption, and potential downtime costs.
What Pricing Nuances Should International Buyers Consider?
International buyers should be aware of several pricing nuances:
- Currency Fluctuations: Exchange rates can impact the final cost, so locking in prices when favorable can be beneficial.
- Import Duties and Taxes: These can significantly affect total costs, and buyers should factor these into their budgets.
- Incoterms: Understanding shipping terms can influence pricing. Terms like FOB (Free on Board) or CIF (Cost, Insurance, and Freight) dictate who bears the shipping costs and risks.
Disclaimer on Indicative Prices
It is essential to note that prices for chocolate transfer pumps can vary widely based on the aforementioned factors. For precise pricing, buyers should engage directly with suppliers and request tailored quotations that consider their specific needs and circumstances.
Alternatives Analysis: Comparing chocolate transfer pump With Other Solutions
Exploring Alternative Solutions to Chocolate Transfer Pumps
When considering the best solutions for chocolate transfer in manufacturing, it’s essential to evaluate various technologies that can achieve similar goals. While chocolate transfer pumps are specifically designed for handling viscous materials like chocolate, alternatives exist that may offer distinct advantages depending on the operational context, budget constraints, and specific production needs. This section compares chocolate transfer pumps with alternative methods, providing insights for B2B buyers.
| Comparison Aspect | Chocolate Transfer Pump | Pneumatic Conveying System | Gear Pump |
|---|---|---|---|
| Performance | High viscosity handling, low shear | Good for bulk materials, versatile | Consistent flow, but limited to lower viscosity |
| Cost | Moderate to high initial investment | Variable costs, often lower than pumps | Generally lower initial costs, but may require more maintenance |
| Ease of Implementation | Requires setup and calibration | Easier to integrate, especially in existing systems | Moderate, depends on the complexity of the installation |
| Maintenance | Low maintenance, but specialized parts | Moderate, requires regular checks | Higher maintenance due to wear and tear |
| Best Use Case | Ideal for chocolate production and confectionery | Suitable for bulk material handling and diverse products | Effective for lower viscosity liquids and oils |
Pneumatic Conveying Systems: Advantages and Disadvantages
Pneumatic conveying systems utilize air pressure to move bulk materials through pipes. This method is particularly effective for transporting dry powders and granules, making it suitable for certain chocolate production processes. The primary advantage of pneumatic systems is their flexibility and ease of integration into existing setups. However, they may not handle high-viscosity products as effectively as dedicated chocolate pumps, potentially compromising product quality.
Gear Pumps: When Are They a Good Option?
Gear pumps are a common alternative in various industries, known for their ability to provide a consistent flow of liquids. They are generally more affordable than specialized chocolate transfer pumps and can efficiently handle lower viscosity materials. However, they may struggle with high-viscosity chocolate products, leading to increased shear and potential degradation of the chocolate’s quality. Therefore, while gear pumps can be a cost-effective solution, they may not be ideal for all chocolate manufacturing scenarios.
Conclusion: Making an Informed Choice for Chocolate Transfer Solutions
In selecting the right chocolate transfer solution, B2B buyers should consider their specific production requirements, including the viscosity of the materials, budget constraints, and operational efficiency goals. Chocolate transfer pumps are designed for optimal performance in high-viscosity applications, ensuring product integrity and quality. However, in scenarios where cost or flexibility is a concern, pneumatic conveying systems or gear pumps may present viable alternatives. Ultimately, understanding the unique benefits and limitations of each option will empower buyers to make informed decisions that align with their production objectives.
Essential Technical Properties and Trade Terminology for chocolate transfer pump
What Are the Key Technical Properties of Chocolate Transfer Pumps?
When selecting a chocolate transfer pump, several technical specifications are crucial for ensuring optimal performance and efficiency in chocolate manufacturing. Understanding these properties helps B2B buyers make informed purchasing decisions.
1. Material Grade
The construction material of a chocolate transfer pump is paramount, as it must comply with food safety regulations. Common materials include stainless steel, which is resistant to corrosion and easy to clean. The material grade affects durability and hygiene, making it essential for maintaining product quality and compliance with food safety standards.
2. Viscosity Handling Capacity
Chocolate varies in viscosity, especially when transitioning from liquid to solid states. Pumps designed for chocolate transfer must handle high viscosities, typically up to 900,000 SSU (Saybolt Universal Seconds) or 200,000 cSt (centistokes). Understanding the viscosity handling capacity ensures that the pump can effectively manage chocolate without compromising its quality or causing blockages.
3. Flow Rate
Flow rate indicates how much chocolate the pump can transfer over a specific period, usually measured in gallons per minute (GPM) or cubic meters per hour (m³/h). For chocolate manufacturing, pumps can vary from 1 to 400 GPM. A higher flow rate is beneficial for larger production facilities, ensuring that production lines remain efficient and reducing downtime.
4. Temperature Control
Maintaining the correct temperature is crucial in chocolate processing to prevent solidification and preserve texture. Many pumps feature jacketed designs that allow for consistent heat distribution. This capability is vital for ensuring that chocolate remains in a pumpable state and retains its desirable qualities during transfer.
5. Pressure Rating
The pressure rating indicates the maximum pressure the pump can handle, typically measured in PSI (pounds per square inch) or BAR. For chocolate transfer pumps, a rating of up to 200 PSI or 14 BAR is common. This property is essential for ensuring that the pump can operate effectively under varying production conditions without risk of failure.
What Common Trade Terms Should B2B Buyers Know for Chocolate Transfer Pumps?
Familiarity with industry jargon can significantly aid decision-making and negotiations in the procurement process. Here are several critical terms to know.
1. OEM (Original Equipment Manufacturer)
OEM refers to a company that produces parts and equipment that may be marketed by another manufacturer. In the context of chocolate transfer pumps, an OEM may provide components or complete systems tailored to specific chocolate manufacturing needs.
2. MOQ (Minimum Order Quantity)
MOQ represents the smallest number of units that a supplier is willing to sell. Understanding MOQ is essential for B2B buyers, as it impacts inventory management and cash flow. Manufacturers may set MOQs based on production capabilities and demand forecasts.
3. RFQ (Request for Quotation)
An RFQ is a document sent to suppliers requesting pricing and terms for specific products or services. For buyers of chocolate transfer pumps, issuing an RFQ can help compare costs, delivery timelines, and specifications, facilitating more informed purchasing decisions.
4. Incoterms (International Commercial Terms)
Incoterms are standardized trade terms that define the responsibilities of buyers and sellers in international transactions. Familiarity with these terms, such as FOB (Free on Board) or CIF (Cost, Insurance, and Freight), is crucial for understanding shipping responsibilities and costs associated with chocolate transfer pump purchases.
5. Hygienic Design
This term refers to the design principles that ensure equipment can be easily cleaned and sanitized, crucial for food processing. In chocolate manufacturing, pumps must adhere to hygienic design standards to prevent contamination and maintain product integrity.
By understanding these technical properties and trade terminologies, B2B buyers can navigate the complexities of purchasing chocolate transfer pumps more effectively, ensuring that their operations run smoothly and meet industry standards.
Navigating Market Dynamics and Sourcing Trends in the chocolate transfer pump Sector
What Are the Current Market Dynamics and Key Trends Influencing Chocolate Transfer Pumps?
The chocolate transfer pump sector is experiencing significant growth, driven by increasing global chocolate consumption and the demand for high-quality confectionery products. Emerging markets in Africa and South America are becoming prominent players, as local manufacturers seek to enhance their production capabilities and meet international quality standards. Innovations in pump technology, particularly those that address the unique challenges of chocolate processing—such as high viscosity and temperature sensitivity—are crucial. The introduction of low-shear pumps, which preserve the texture and quality of chocolate, is a key trend that international B2B buyers should consider when sourcing equipment.
Additionally, automation and smart technologies are reshaping the chocolate manufacturing landscape. Integrating IoT devices for real-time monitoring and predictive maintenance can optimize operational efficiency and reduce downtime, which is vital for maintaining production schedules. Buyers from regions like Europe and the Middle East are increasingly looking for suppliers that offer advanced solutions, including those that provide comprehensive after-sales support and technical expertise.
As the industry evolves, so does the focus on hygiene and compliance with stringent food safety regulations. Pumps designed with food-grade materials and advanced sealing technologies are in high demand to ensure cleanliness and prevent contamination. For B2B buyers, understanding these market dynamics and sourcing trends will enable them to make informed decisions that align with their operational goals and quality standards.
How Is Sustainability and Ethical Sourcing Impacting the Chocolate Transfer Pump Industry?
Sustainability and ethical sourcing have become integral to the chocolate transfer pump sector, reflecting the growing consumer demand for environmentally responsible practices. The environmental impact of manufacturing processes, including energy consumption and waste generation, is prompting manufacturers to adopt greener technologies. For instance, pumps that utilize energy-efficient designs and materials can significantly reduce the carbon footprint of chocolate production.
Moreover, the importance of ethical supply chains cannot be overstated. B2B buyers are increasingly scrutinizing their suppliers’ sourcing practices, seeking partners who prioritize sustainability and ethical labor practices. Certifications such as ISO 14001 for environmental management and Fair Trade for ethical sourcing are becoming essential criteria in the supplier selection process. Buyers should look for manufacturers that demonstrate a commitment to these standards, as it not only enhances their brand reputation but also meets the expectations of socially conscious consumers.
Investing in sustainable pump solutions can yield long-term cost savings through reduced energy consumption and lower maintenance needs. As the chocolate industry continues to evolve, integrating sustainability into procurement strategies will be critical for businesses aiming to thrive in a competitive market.
What Are the Key Historical Developments Shaping the Chocolate Transfer Pump Sector?
The evolution of chocolate transfer pumps has been marked by significant technological advancements that have transformed the industry. Initially, chocolate was handled manually, which posed challenges related to hygiene and efficiency. The introduction of mechanical pumps in the early 20th century revolutionized the chocolate manufacturing process, allowing for more consistent and efficient production.
Over the decades, as chocolate production scaled up, the need for specialized pumping solutions grew. The development of positive displacement pumps, specifically designed to handle the unique viscosity and temperature requirements of chocolate, marked a pivotal shift. Innovations such as low-shear pumping technology and advanced sealing mechanisms have further enhanced the performance and reliability of these systems.
Today, the focus on automation and smart technology continues to drive the evolution of chocolate transfer pumps, aligning with the industry’s demand for efficiency and quality. Understanding this historical context helps B2B buyers appreciate the advancements that have led to the sophisticated solutions available in the market today.
Frequently Asked Questions (FAQs) for B2B Buyers of chocolate transfer pump
-
How do I solve issues with chocolate viscosity during transfer?
Managing chocolate viscosity is crucial for maintaining product quality. To solve viscosity-related issues, consider using a chocolate transfer pump designed for high-viscosity applications, such as those with low shear rates. Pumps with heating jackets can help maintain consistent temperatures, preventing the chocolate from solidifying. Additionally, ensure that your pump is equipped with a robust sealing mechanism to avoid contamination and maintain hygiene, which is essential in food-grade applications. -
What is the best pump for transferring high-viscosity chocolate?
The optimal choice for transferring high-viscosity chocolate is a positive displacement pump, such as an internal gear or a hygienic screw pump. These pumps can handle thick chocolate liquor and pastes efficiently while minimizing shear damage. Look for features like jacketed designs for temperature control and advanced sealing technologies, like barrier seals, to prevent leakage and maintain product integrity. Reliable brands in this sector include Viking and NETZSCH, known for their robust performance in chocolate manufacturing. -
What customization options are available for chocolate transfer pumps?
Customization options for chocolate transfer pumps can include variations in size, material, flow rate, and temperature control features. Many manufacturers offer tailored solutions to meet specific operational requirements, such as different viscosity handling and integration with existing production lines. Before purchasing, discuss your needs with suppliers to ensure the pump specifications align with your production goals, particularly regarding hygiene standards and compatibility with other equipment. -
What minimum order quantities (MOQ) should I expect when sourcing chocolate transfer pumps?
Minimum order quantities for chocolate transfer pumps can vary significantly by manufacturer and supplier. Some companies may allow single-unit purchases, especially for custom or specialized pumps, while others may require bulk orders to reduce costs. Always inquire about MOQs during the negotiation process, as establishing a relationship with your supplier could lead to more flexible terms, especially for initial orders aimed at testing the equipment in your production process. -
What payment terms are typically offered by suppliers for chocolate transfer pumps?
Payment terms can vary widely among suppliers, but common practices include upfront deposits followed by balance payments upon delivery or installment payments based on milestones. For international transactions, consider using secure payment methods such as letters of credit or escrow services to protect both parties. Always clarify payment terms in your contract to avoid misunderstandings, particularly when dealing with overseas suppliers. -
How can I ensure the quality assurance (QA) of chocolate transfer pumps?
To ensure quality assurance, request detailed product specifications and certifications from suppliers, such as compliance with food safety standards (e.g., FDA or EU regulations). Look for manufacturers that conduct rigorous testing and provide warranties or guarantees on their pumps. Additionally, consider visiting the supplier’s facility to observe their quality control processes and verify their commitment to producing reliable equipment. -
What logistical considerations should I keep in mind when importing chocolate transfer pumps?
When importing chocolate transfer pumps, consider shipping costs, customs duties, and potential delays in transit. Work with a logistics partner experienced in handling industrial equipment to navigate the complexities of international shipping. Additionally, ensure that your supplier provides all necessary documentation, including certificates of origin and compliance, to facilitate smooth customs clearance. Planning for logistics early in the procurement process can prevent costly disruptions. -
How do I vet suppliers for chocolate transfer pumps effectively?
To vet suppliers, start by researching their reputation in the industry through reviews, case studies, and client testimonials. Request references from previous customers to assess their experiences. Evaluate the supplier’s manufacturing capabilities, including certifications and adherence to industry standards. Engaging in direct communication to discuss your specific needs can also provide insights into their responsiveness and willingness to collaborate, which are crucial for a successful partnership.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Top 9 Chocolate Transfer Pump Manufacturers & Suppliers List
1. Viking Pump – 1224A-CHC® Chocolate Pumps
Domain: vikingpump.com
Registered: 1996 (29 years)
Introduction: Viking Pump offers food-grade chocolate pumps specifically designed for chocolate manufacturing, including the 1224A-CHC® Series. Key features include:
– Internal gear pump designed for high-viscosity fluids like chocolate liquor and pastes.
– Flow rates up to 400 GPM (1 to 400 GPM).
– Handles viscosities from 25,000 to 900,000 SSU (0.2 to 200,000 cSt).
– Pressure capability up to 200 PSI (14 BAR…
2. Northridge Pumps – Hygienic Chocolate Pumps

Domain: northridgepumps.com
Registered: 2019 (6 years)
Introduction: Pumps for Chocolates & Sweets – Hygienic Chocolate Pumps UK. Applications include handling various fluids such as chocolates and sweets. The company specializes in a range of pump types including AODD, Barrel, Booster Sets, Borehole, Centrifugal Pumps, Circulator, Dosing and Metering, Flexible Impeller, Gear, Hand Operated, Lobe, Magnetic Drive, Multistage, Peripheral, Peristaltic, Piston/Plunger,…
3. NETZSCH – NEMO® BH Hygienic Pump

Domain: pumps-systems.netzsch.com
Registered: 1995 (30 years)
Introduction: NEMO® BH hygienic pump in compact block design; Medium: Chocolate; Capacity: 25 m³/h; Pressure: Max. 12 bar; Features: Adjustable heating jacket for temperature regulation, gentle pumping technology with helical rotor and stator design, CIP (Cleaning-In-Place) and SIP (Sterilisation-in-Place) capabilities.
4. DESMI – Chocolate Pumps
Domain: desmi.com
Registered: 1996 (29 years)
Introduction: This company, DESMI – Chocolate Pumps, is a notable entity in the market. For specific product details, it is recommended to visit their website directly.
5. Savage Bros – Metered Chocolate & Icing Transfer Pump
Domain: savagebros.com
Registered: 1997 (28 years)
Introduction: {“product_name”: “Metered Chocolate & Icing Transfer Pump”, “capacity”: “Up to 600 lb/hr”, “features”: [“Heated product cylinder with electric heat traced transfer pipe OR water-jacketed transfer pipe”, “Variable cycle timer to control amount of product transferred over time”, “Optional optical level sensor to monitor target tank and trigger pump ON/OFF”, “Ganged pumps for higher volume applicatio…
6. Choc Machines – Chocolate Pump
Domain: chocmachines.com
Registered: 2018 (7 years)
Introduction: Product Name: Chocolate Pump
Description: Automates and hygienic transfers of liquid chocolate between individual chocolate making machines.
Applications: Used in industrial chocolate production for transferring melted raw chocolate from melting tanks to grinding equipment (e.g., conche refiner, ball mill) and then to storage tanks and tempering machines. Suitable for various fluids including choc…
7. BVCom – Sanitary Grade Chocolate Transfer Pump
Domain: en.bvcom
Introduction: This company, BVCom – Sanitary Grade Chocolate Transfer Pump, is a notable entity in the market. For specific product details, it is recommended to visit their website directly.
8. Ace – Chocolate Transfer Pump
Domain: ace-chn.com
Registered: 2015 (10 years)
Introduction: Product Name: Chocolate Transfer Pump
Material Science: SS304 / SS316L / 1.4301 / 1.4404
Sealing Material: EPDM (Standard, Approval)
Maximum Flow: 168000L/h
Maximum Pressure: 10bar
Maximum Permissible Fluid Temperature: 100°C (212°F) / 200°C (392°F) – water-cooling
Specification of Power Supply: 220V, 240V, 380V, 400V, 415V, 440V 50hz / 60hz
Connection Type: Fast clamping, flange, thread, SMS, bar…
9. TMX Flow – Sensitive Chocolate Pumping

Domain: tmxflow.com
Registered: 2017 (8 years)
Introduction: Product: Sensitive Chocolate Pumping
Application: Designed for transferring chocolate, creams, and cocoa paste, which are shear sensitive and viscous fluids.
Key Features:
– Hygienic design
– Low energy consumption
– Compact size
– Smooth flow
– Reversible operation
– Low shear pumping
– Minimal pumped media agitation
– Easy maintenance
Pumping Mechanism: Positive displacement using non-contacting…
Strategic Sourcing Conclusion and Outlook for chocolate transfer pump
Why is Strategic Sourcing Essential for Chocolate Transfer Pumps?
In the competitive landscape of chocolate manufacturing, strategic sourcing of chocolate transfer pumps is paramount for ensuring operational efficiency and product quality. Selecting the right pump not only addresses the unique challenges of high-viscosity and temperature-sensitive materials but also enhances hygiene and reduces maintenance costs. High-performance pumps like those from Viking and NETZSCH are engineered to deliver consistent results, maintaining the integrity of chocolate while minimizing downtime.
How Can You Leverage Quality Pump Solutions for Your Business?
Investing in advanced chocolate transfer pump technology can significantly impact your production line’s efficiency. By choosing pumps designed for low-shear operation and equipped with innovative sealing technologies, manufacturers can mitigate the risks associated with contamination and product degradation. This is particularly important for international buyers from regions like Africa, South America, the Middle East, and Europe, where maintaining high-quality standards is critical to meet consumer demands.
What’s Next for International Buyers in Chocolate Pump Sourcing?
As the global chocolate market continues to grow, so does the necessity for reliable and efficient pumping solutions. Now is the time for B2B buyers to evaluate their current equipment and consider strategic partnerships with reputable manufacturers. By prioritizing quality and performance in their sourcing decisions, companies can position themselves for success in an increasingly competitive marketplace. Explore your options today and ensure your production lines are equipped with the best chocolate transfer pumps available.