Unlocking Value: A Strategic Analysis of the Duckbill Non Return Valve Market
Introduction: Navigating the Global Market for duckbill non return valve
In today’s global market, sourcing duckbill non-return valves presents unique challenges for international B2B buyers. As industries increasingly prioritize efficiency and reliability in fluid management systems, the demand for effective backflow prevention solutions has surged. Duckbill non-return valves, known for their low cracking pressure and robust elastomeric designs, offer significant advantages in applications ranging from wastewater treatment to stormwater management. However, navigating the myriad options and suppliers can be daunting, particularly for businesses in Africa, South America, the Middle East, and Europe, including key markets like Brazil and Germany.
This comprehensive guide serves as a vital resource for B2B buyers seeking to make informed purchasing decisions. It covers various types of duckbill valves, their specific applications across different industries, and critical factors for supplier vetting. Additionally, the guide delves into cost considerations, maintenance requirements, and the long-term value these valves can provide. By equipping decision-makers with the knowledge to evaluate features, benefits, and supplier reliability, this guide empowers businesses to enhance their operations and ensure compliance with environmental standards. As global markets evolve, understanding the intricacies of duckbill non-return valves will be essential for fostering sustainable practices and achieving operational excellence.
Understanding duckbill non return valve Types and Variations
| Type Name | Key Distinguishing Features | Primary B2B Applications | Brief Pros & Cons for Buyers |
|---|---|---|---|
| Flanged Duckbill Valve | Features a flange for secure installation; robust design. | Wastewater treatment, stormwater systems, industrial piping. | Pros: Secure fit; easy to replace. Cons: Bulkier design may require more space. |
| Push-in Duckbill Valve | Integrated edge allows for direct insertion into applications. | Medical devices, food processing, small-scale fluid systems. | Pros: Compact; easy installation. Cons: Limited to specific pipe sizes. |
| Sleeved Duckbill Valve | Designed to fit over a housing; flexible installation options. | Fuel pumps, chemical processing, automotive applications. | Pros: Versatile; accommodates various housing types. Cons: May require additional fittings. |
| Tideflex Duckbill Valve | Patented design for low headloss and improved sealing capabilities. | Flood control, sewage systems, industrial mixing. | Pros: Maintenance-free; long lifespan. Cons: Higher initial cost may deter some buyers. |
| Standard Duckbill Valve | Basic one-piece design; effective for general backflow prevention. | Agricultural irrigation, drainage systems, plumbing. | Pros: Cost-effective; simple design. Cons: May not handle extreme conditions as well as other types. |
What Are Flanged Duckbill Valves and Their Applications?
Flanged duckbill valves are characterized by their flange design, which allows for secure clamping to pipelines. This type is ideal for applications requiring a strong, reliable seal, particularly in wastewater treatment and stormwater management. B2B buyers should consider the installation space and the robustness of the design, which can accommodate high flow rates while providing backflow prevention. However, the bulkiness may require additional space in tight installations.
How Do Push-in Duckbill Valves Function in Different Industries?
Push-in duckbill valves are designed for easy integration into applications, featuring an integrated edge for straightforward insertion. These valves are commonly used in medical devices and food processing, where hygiene and reliability are paramount. When purchasing, businesses should evaluate the compatibility with existing systems, as this type may be limited to specific pipe sizes. Their compact design is a significant advantage in space-constrained environments.
What Advantages Do Sleeved Duckbill Valves Offer for Flexibility?
Sleeved duckbill valves are designed to fit over a housing, providing flexibility in installation. They are often utilized in fuel pumps and chemical processing, where adaptability is crucial. B2B buyers should assess the valve’s compatibility with various housing types, as this can enhance installation ease. While they offer versatile installation options, additional fittings may be necessary, which could add to overall costs.
Why Choose Tideflex Duckbill Valves for Long-Term Solutions?
Tideflex duckbill valves feature a patented design that minimizes headloss and enhances sealing capabilities, making them suitable for applications like flood control and sewage systems. Their maintenance-free operation and long lifespan (up to 50 years) make them a cost-effective solution in the long run. However, potential buyers should weigh the higher initial investment against the long-term savings and reliability, especially in demanding environments.
What Should B2B Buyers Know About Standard Duckbill Valves?
Standard duckbill valves are the simplest form of this technology, designed for effective backflow prevention in various applications, such as agricultural irrigation and drainage systems. Their cost-effectiveness and straightforward design make them a popular choice among businesses. However, buyers should consider that while they are suitable for general use, they may not perform as well under extreme conditions compared to more specialized options.
Key Industrial Applications of duckbill non return valve
| Industry/Sector | Specific Application of duckbill non return valve | Value/Benefit for the Business | Key Sourcing Considerations for this Application |
|---|---|---|---|
| Water and Wastewater Treatment | Backflow prevention in sewage treatment plants | Protects clean water supplies from contamination, ensuring compliance with health standards. | Look for valves with low cracking pressure and high corrosion resistance. |
| Stormwater Management | Flood control in urban drainage systems | Reduces flood risks and manages excess rainwater effectively. | Ensure compatibility with local infrastructure and environmental regulations. |
| Mining Industry | Slurry handling in mineral processing | Enhances operational efficiency by preventing backflow of abrasive materials. | Select valves that can withstand harsh conditions and chemical exposure. |
| Oil and Gas | Backflow prevention in pipeline systems | Safeguards against hazardous spills and ensures safe operation. | Consider certifications for safety and compatibility with various fluids. |
| Food and Pharmaceutical | Contamination prevention in liquid handling processes | Maintains product integrity and safety, essential for compliance. | Choose food-grade materials and ensure compliance with industry standards. |
How Are Duckbill Non-Return Valves Used in Water and Wastewater Treatment?
In water and wastewater treatment facilities, duckbill non-return valves are critical for preventing backflow in sewage treatment plants. They ensure that treated water does not mix with raw sewage, thereby protecting clean water supplies. These valves operate effectively at low flow rates, making them ideal for systems where pressure fluctuations occur. Buyers should prioritize valves that offer low cracking pressure and high corrosion resistance, particularly in regions with harsh environmental conditions.
What Role Do Duckbill Valves Play in Stormwater Management?
Duckbill valves are increasingly utilized in stormwater management systems to control flooding during heavy rainfall. By allowing water to flow in one direction while preventing backflow, these valves help maintain the integrity of urban drainage systems. This is particularly important in areas facing increased rainfall due to climate change. Buyers must ensure that the selected valves are compatible with existing infrastructure and meet local environmental regulations to avoid future compliance issues.
How Are Duckbill Valves Beneficial in the Mining Industry?
In the mining sector, duckbill non-return valves are essential for managing slurry during mineral processing. These valves prevent the backflow of abrasive materials, which can cause significant operational inefficiencies and equipment wear. The robust construction of duckbill valves allows them to withstand harsh conditions and chemical exposure, making them a reliable choice. Buyers should focus on sourcing valves that are specifically designed for slurry handling and can endure the rigors of mining operations.
Why Are Duckbill Valves Important in Oil and Gas Applications?
In the oil and gas industry, duckbill non-return valves serve a vital role in backflow prevention within pipeline systems. Their reliable sealing capabilities protect against hazardous spills, ensuring safe operations and compliance with environmental regulations. When sourcing these valves, businesses should consider certifications for safety and compatibility with various fluids to mitigate risks associated with fluid transport.
How Do Duckbill Valves Ensure Safety in Food and Pharmaceutical Industries?
Duckbill non-return valves are pivotal in the food and pharmaceutical sectors, where maintaining product integrity is paramount. These valves prevent contamination during liquid handling processes, ensuring compliance with stringent health and safety standards. Buyers in these industries should prioritize valves made from food-grade materials and verify that they meet industry-specific regulations to ensure safe and compliant operations.

A stock image related to duckbill non return valve.
3 Common User Pain Points for ‘duckbill non return valve’ & Their Solutions
Scenario 1: Struggling with Backflow Issues in Wastewater Management
The Problem: A municipal wastewater treatment facility in Brazil is experiencing recurring backflow problems, leading to contamination of clean water supplies and costly environmental penalties. The existing valves, often prone to corrosion and mechanical failures, are unable to withstand the high pressure and debris found in sewage systems. This situation not only threatens public health but also strains the facility’s budget due to emergency repairs and fines.
The Solution: To effectively combat backflow issues, the facility should consider upgrading to duckbill non-return valves. These valves are designed to provide robust backflow prevention with minimal maintenance. When sourcing these valves, buyers should look for models that feature a low cracking pressure to ensure they open easily under typical flow conditions, preventing standing water in the system. Additionally, selecting valves made from durable elastomeric materials ensures resistance to corrosion, fouling, and UV damage, making them suitable for harsh environments. Working closely with manufacturers to understand the specific application needs and operational pressures will help in selecting the right size and type, ensuring optimal performance and longevity.
Scenario 2: Difficulty in Maintaining Flow Efficiency in Stormwater Systems
The Problem: In South America, a large urban development is facing challenges with stormwater management, particularly during heavy rainfall events. The existing infrastructure is causing bottlenecks, leading to flooding and overflow issues. Current check valves are inefficient, resulting in significant water retention and higher maintenance costs.
The Solution: Implementing duckbill non-return valves can dramatically enhance flow efficiency in stormwater systems. These valves are designed with a non-tortuous flow path that minimizes resistance and maximizes flow rates, even in challenging conditions. To ensure effective installation, the development team should assess the specific flow requirements and select valves that can handle the expected peak flows. Proper placement is crucial; they can be installed horizontally or vertically, providing flexibility in design. Regular monitoring and evaluation of valve performance post-installation will help in identifying any potential issues early, ensuring that the stormwater management system operates smoothly.
Scenario 3: Challenges in Compliance with Environmental Regulations
The Problem: A chemical processing plant in Germany is struggling to meet stringent environmental regulations regarding wastewater discharge. The existing backflow prevention methods are inadequate, resulting in non-compliance penalties and increased scrutiny from regulatory bodies. The plant is facing pressure to enhance its wastewater management practices without incurring excessive costs.
The Solution: Transitioning to duckbill non-return valves offers a cost-effective and compliant solution for the chemical processing plant. These valves not only provide reliable backflow prevention but also eliminate the need for maintenance, thus reducing long-term operational costs. To ensure compliance, the plant should work with suppliers who can provide documentation on the materials used, ensuring they meet industry standards for chemical resistance. Additionally, employing a comprehensive installation and monitoring strategy will help in maintaining regulatory compliance. Regular assessments of the system’s performance will allow for timely adjustments and continued adherence to environmental standards, safeguarding the plant’s operational integrity and reputation.
Strategic Material Selection Guide for duckbill non return valve
What Are the Key Materials Used in Duckbill Non-Return Valves?
Duckbill non-return valves are essential components in various industries, particularly in water and wastewater management, where their ability to prevent backflow is critical. The choice of material significantly influences the valve’s performance, durability, and suitability for specific applications. Here, we analyze four common materials used in the manufacturing of duckbill non-return valves.
What Are the Key Properties of Rubber in Duckbill Valves?
Rubber is one of the most widely used materials for duckbill valves due to its excellent elasticity and flexibility. Key properties include a broad temperature range (typically -40°C to 100°C) and good pressure ratings, making it suitable for various applications. Rubber also exhibits corrosion resistance against many chemicals, which is vital for wastewater applications.
Pros: Rubber duckbill valves are cost-effective and easy to manufacture, providing a reliable seal with low cracking pressure. They are also lightweight, facilitating easier installation.
Cons: However, rubber can degrade over time, particularly when exposed to UV light or extreme temperatures. This limits its lifespan, especially in outdoor applications.
Impact on Application: Rubber valves are compatible with a wide range of media, including sewage and stormwater, but may not be suitable for high-temperature applications or aggressive chemicals.
Considerations for International Buyers: Buyers should ensure compliance with local standards, such as ASTM in the U.S. or DIN in Germany, particularly regarding material specifications and testing.
How Does Silicone Compare as a Material for Duckbill Valves?
Silicone is another popular choice, especially in applications requiring high temperature and chemical resistance. It can withstand temperatures from -60°C to 200°C and is highly resistant to oxidation and UV light.
Pros: Silicone duckbill valves offer excellent durability and a long service life, making them suitable for demanding environments. They also maintain flexibility over a wide temperature range.
Cons: The primary drawback is the higher cost compared to rubber, which may deter some buyers.
Impact on Application: Silicone is ideal for food and pharmaceutical applications due to its non-toxic properties. It also performs well in chemical processing environments.
Considerations for International Buyers: Buyers should verify compliance with food safety regulations and certifications, especially in the EU and North America.
What Role Does PVC Play in Duckbill Valve Applications?
Polyvinyl Chloride (PVC) is often used for duckbill valves in less demanding applications, particularly in drainage and irrigation systems. PVC has a good pressure rating and is resistant to many chemicals.
Pros: PVC is lightweight, easy to install, and cost-effective, making it a popular choice for large-scale applications.
Cons: However, PVC lacks the flexibility of rubber or silicone and can become brittle over time, especially under UV exposure.
Impact on Application: PVC duckbill valves are suitable for non-critical applications such as stormwater drainage but may not perform well in high-temperature or high-pressure environments.
Considerations for International Buyers: Compliance with local building codes and standards is essential, especially in regions with stringent environmental regulations.
How Does Polyurethane Enhance Duckbill Valve Performance?
Polyurethane is gaining traction as a material for duckbill valves due to its superior abrasion resistance and durability. It can handle a wide range of temperatures and pressures, making it suitable for various industrial applications.
Pros: Polyurethane valves are exceptionally durable and can withstand harsh conditions, making them ideal for mining and industrial applications.
Cons: The complexity of manufacturing polyurethane valves can lead to higher costs compared to rubber or PVC options.
Impact on Application: These valves are ideal for applications involving abrasive slurries or harsh chemicals, providing long-term reliability.
Considerations for International Buyers: Buyers must consider the specific application requirements and ensure compliance with relevant industry standards, particularly in mining and heavy industries.
Summary Table of Material Selection for Duckbill Non-Return Valves
| Material | Typical Use Case for duckbill non-return valve | Key Advantage | Key Disadvantage/Limitation | Relative Cost (Low/Med/High) |
|---|---|---|---|---|
| Rubber | Wastewater treatment, stormwater management | Cost-effective, reliable sealing | Degrades under UV exposure | Low |
| Silicone | Food and pharmaceutical applications | High durability, temperature resistance | Higher cost compared to rubber | High |
| PVC | Drainage and irrigation systems | Lightweight, easy installation | Brittle over time, limited flexibility | Low |
| Polyurethane | Mining and industrial applications | Excellent abrasion resistance | Higher manufacturing complexity | Medium |
This strategic material selection guide provides B2B buyers with actionable insights into the properties, advantages, and limitations of various materials used in duckbill non-return valves, aiding in informed decision-making for specific applications.

A stock image related to duckbill non return valve.
In-depth Look: Manufacturing Processes and Quality Assurance for duckbill non return valve
What Are the Main Stages of Manufacturing Duckbill Non-Return Valves?
The manufacturing of duckbill non-return valves involves several critical stages that ensure the final product meets the required specifications and performance standards. Here’s a breakdown of these stages:
Material Preparation: How Are Raw Materials Selected and Processed?
The first step in the manufacturing process is the selection and preparation of raw materials. Duckbill valves are typically made from high-quality elastomers, such as silicone, rubber, or fluorosilicone, chosen for their durability, flexibility, and resistance to corrosion.
These materials undergo rigorous quality checks before processing. Suppliers must provide certificates of compliance to ensure the materials meet international standards such as ISO 9001. After selection, the materials are cut, blended, and prepped for forming, ensuring they are free from impurities that could affect performance.
How Is the Forming Process Executed for Duckbill Valves?
Forming is a crucial stage where the prepared materials are shaped into the duckbill design. This typically involves techniques like injection molding or compression molding.
Injection molding allows for precise control over the valve’s dimensions and features, ensuring uniformity across production batches. During this stage, molds are carefully engineered to replicate the intricate shapes of duckbill valves, including the unique lip design that enables effective backflow prevention. Quality checks are performed throughout the molding process to monitor for defects or inconsistencies.
What Does the Assembly Process Involve for Duckbill Valves?
After forming, the valves undergo assembly, where individual components are brought together to create the final product. This may include attaching flanges or integrating other features that enhance functionality.
In some cases, additional reinforcement may be added to improve durability. Each assembly process is monitored to ensure that components fit together correctly and function as intended. This step is critical, as any misalignment can compromise the valve’s performance.
How Is the Finishing Process Conducted for Quality Assurance?
The finishing stage involves several treatments to enhance the valve’s properties. This can include curing processes that improve the material’s strength and flexibility.
Surface treatments may also be applied to enhance resistance to UV light and chemical exposure, crucial for applications in harsh environments. Final inspections are carried out to ensure that the valves meet aesthetic and functional specifications, such as dimensional accuracy and surface quality.
What Quality Control Measures Are Essential for Duckbill Non-Return Valves?
Quality control (QC) is vital in ensuring that duckbill non-return valves meet industry standards and customer expectations. Here are the key QC measures typically employed:
What International Standards Should Buyers Be Aware Of?
Manufacturers must adhere to international quality standards such as ISO 9001, which outlines the requirements for a quality management system. Compliance with these standards helps ensure consistent product quality and continuous improvement processes.
In addition to ISO, industry-specific certifications such as CE marking for European markets or API standards for oil and gas applications may also be relevant. Buyers should verify that manufacturers possess the appropriate certifications for their intended markets.
What Are the Key QC Checkpoints in the Manufacturing Process?
Quality control is integrated at various checkpoints throughout the manufacturing process:
-
Incoming Quality Control (IQC): This phase involves inspecting raw materials upon arrival to ensure they meet specified standards. Any materials failing this inspection are rejected and returned to the supplier.
-
In-Process Quality Control (IPQC): During production, random samples are taken to monitor the manufacturing process. This may include dimensional checks, visual inspections, and functional tests to ensure that the valves are being produced within the specified tolerances.
-
Final Quality Control (FQC): Once production is complete, a final inspection is conducted on the finished products. This includes comprehensive testing for functionality, durability, and performance under simulated operating conditions.
What Common Testing Methods Are Used for Duckbill Valves?
Various testing methods are employed to verify the performance of duckbill valves. Common tests include:
-
Hydrostatic Testing: This involves subjecting the valves to water pressure to ensure they can withstand operational pressures without leaking.
-
Cracking Pressure Testing: Measuring the minimum pressure required to open the valve helps ensure that it meets the specified cracking pressure.
-
Durability Testing: Valves may be subjected to repeated opening and closing cycles to assess their lifespan and performance under stress.
How Can B2B Buyers Verify Supplier Quality Control?
Verifying a supplier’s quality control measures is essential for B2B buyers, particularly those in international markets. Here are effective strategies to ensure supplier compliance:
What Steps Should Buyers Take to Conduct Supplier Audits?
Conducting supplier audits is one of the most effective ways to verify quality control processes. Buyers should develop a checklist based on industry standards and specific requirements to assess the supplier’s manufacturing practices, QC measures, and adherence to certifications.
How Can Reports and Documentation Assist in Supplier Verification?
Requesting detailed reports and documentation from suppliers can provide insights into their quality management processes. Buyers should ask for:
- Certificates of Compliance: Proof that materials and products meet relevant standards.
- Quality Control Records: Documentation of inspections and tests performed during production.
- Non-Conformance Reports: Information on any issues encountered during manufacturing and the corrective actions taken.
What Role Do Third-Party Inspections Play in Quality Assurance?
Engaging third-party inspection services can provide an unbiased assessment of the supplier’s quality control measures. These organizations can conduct inspections and tests at various stages of production, ensuring that the supplier adheres to industry standards.
What Are the Quality Control Nuances for International B2B Buyers?
International B2B buyers, particularly from regions such as Africa, South America, the Middle East, and Europe, must be aware of specific nuances in quality control.
How Do Different Regions Affect Quality Standards and Practices?
Quality standards can vary significantly across regions. For example, European buyers may prioritize CE certifications, while Middle Eastern markets might focus on API standards. Understanding these differences can help buyers select suppliers that align with their market requirements.
What Should Buyers Consider Regarding Logistics and Compliance?
Logistics and compliance also play a crucial role in quality assurance. Buyers should consider the implications of shipping and handling, as improper transport can compromise product integrity. Additionally, they should ensure that all documentation is complete and compliant with import regulations to avoid delays or issues upon arrival.
By understanding these manufacturing processes and quality assurance measures, B2B buyers can make informed decisions when sourcing duckbill non-return valves, ensuring they select suppliers that meet their quality and performance expectations.
Practical Sourcing Guide: A Step-by-Step Checklist for ‘duckbill non return valve’
When sourcing duckbill non-return valves, it’s essential to follow a structured approach to ensure you procure the right product for your specific application. This guide provides a step-by-step checklist to assist international B2B buyers in making informed decisions.
Step 1: Define Your Technical Specifications
Clearly outlining your technical requirements is the first step in the sourcing process. Consider the specific application, such as wastewater treatment or stormwater management, and identify key parameters like flow rate, pressure rating, and material compatibility.
– Important Considerations:
– Determine the operating environment and whether the valve needs to withstand corrosion or abrasion.
– Specify the size and connection type (e.g., flanged, push-in, or sleeved) to ensure compatibility with existing infrastructure.
Step 2: Research and Identify Potential Suppliers
Once you have your specifications, begin researching suppliers who specialize in duckbill non-return valves. Look for manufacturers with a proven track record in your industry.
– Tips for Supplier Research:
– Review online directories, trade shows, and industry publications to find reputable manufacturers.
– Pay attention to customer reviews and case studies that demonstrate the supplier’s reliability and product performance.
Step 3: Evaluate Potential Suppliers
Before committing, it’s crucial to vet suppliers thoroughly. Request company profiles, case studies, and references from buyers in a similar industry or region to gauge their experience and reliability.
– Key Evaluation Criteria:
– Check for certifications that affirm product quality, such as ISO or industry-specific standards.
– Assess their customer service responsiveness and willingness to provide technical support.
Step 4: Request Product Samples and Specifications
After narrowing down potential suppliers, request samples of the duckbill valves along with detailed specifications. Evaluating the physical product will help you assess quality and performance.
– What to Look For:
– Inspect the material quality and construction of the valve to ensure it meets your durability requirements.
– Confirm that the valve operates effectively within your defined specifications, such as cracking pressure and flow characteristics.
Step 5: Negotiate Pricing and Terms
Once you have selected a supplier, engage in negotiations to secure the best pricing and terms. Consider factors beyond just the initial cost, such as shipping, warranties, and after-sales support.
– Negotiation Points:
– Discuss volume discounts if you plan to make large or repeat purchases.
– Ensure clarity on delivery timelines and payment terms to avoid future disputes.
Step 6: Confirm Compliance with Local Regulations
Before finalizing your purchase, verify that the duckbill valves comply with local regulations and standards applicable to your industry. This is particularly important for applications in sensitive areas like wastewater treatment.
– Regulatory Considerations:
– Check for any environmental or safety standards that must be adhered to in your region.
– Confirm that the materials used in the valves are suitable for the specific fluids or conditions they will encounter.
Step 7: Plan for Installation and Maintenance
Finally, ensure that you have a clear plan for the installation and maintenance of the duckbill valves. Understanding the installation process can prevent operational issues later.
– Installation Tips:
– Review the installation guidelines provided by the supplier and ensure your team is trained accordingly.
– Consider potential maintenance needs and whether the selected valves require any specific upkeep, even if they are marketed as maintenance-free.
By following this checklist, you can streamline the procurement process for duckbill non-return valves, ensuring that you select the right products for your operational needs while minimizing risks and maximizing value.
Comprehensive Cost and Pricing Analysis for duckbill non return valve Sourcing
What Are the Key Cost Components for Duckbill Non-Return Valves?
The cost structure for duckbill non-return valves is influenced by several components, each contributing to the overall pricing.
-
Materials: The primary material used in manufacturing duckbill valves is elastomer, often chosen for its flexibility, durability, and resistance to corrosion. The type of elastomer selected—such as silicone or fluorosilicone—can significantly affect the cost. Higher-grade materials that withstand extreme conditions or chemicals will lead to increased expenses.
-
Labor: Skilled labor is essential for precision in the manufacturing process. The complexity of producing high-quality duckbill valves may necessitate higher labor costs, especially if manual processes are involved.
-
Manufacturing Overhead: This includes expenses related to factory operations, utilities, and equipment maintenance. As factories scale production, overhead costs per unit may decrease, benefiting bulk orders.
-
Tooling: Initial tooling costs can be substantial, particularly for custom designs. However, once the tooling is in place, the per-unit cost for subsequent production runs decreases.
-
Quality Control (QC): Ensuring the integrity and performance of duckbill valves requires robust QC processes. These processes add to the overall cost but are crucial for compliance with industry standards and customer specifications.
-
Logistics: Transportation costs can vary significantly based on the origin of the valves and the destination. Import duties, shipping methods, and delivery times also play a role in overall logistics expenses.
-
Margin: Suppliers will add a profit margin to cover their costs and ensure sustainability. This margin varies based on market competition, supplier reputation, and perceived product value.
How Do Price Influencers Impact Duckbill Valve Sourcing?
Several factors can influence the pricing of duckbill non-return valves:
-
Volume/MOQ: Bulk purchases often yield better pricing. Suppliers are more willing to negotiate discounts for larger orders due to reduced handling and production costs.
-
Specifications and Customization: Custom designs or specific performance requirements can lead to increased costs. Buyers should clearly define their needs to avoid unexpected expenses.
-
Materials and Quality Certifications: The choice of materials and the level of certification (such as ISO or industry-specific certifications) can significantly impact price. Higher quality and certified products typically come at a premium.
-
Supplier Factors: Supplier reliability, reputation, and location can affect pricing. Established suppliers may charge more for their products due to perceived quality and service.
-
Incoterms: The chosen Incoterms can impact overall costs. Buyers should understand the responsibilities and risks associated with different shipping terms to avoid hidden costs.
What Tips Can Buyers Use to Negotiate Better Prices?
When sourcing duckbill non-return valves, international B2B buyers can employ several strategies to enhance cost-efficiency:
-
Negotiate Terms: Don’t hesitate to negotiate not only the price but also payment terms and delivery schedules. Suppliers may offer better deals for longer-term commitments.
-
Focus on Total Cost of Ownership: Evaluate the long-term costs associated with the valves, including maintenance, replacement, and potential downtime. A higher upfront cost might translate to lower total costs over time if the product is more durable.
-
Consider Local Suppliers: For buyers in regions like Africa and South America, sourcing from local manufacturers can reduce shipping costs and lead times. This approach may also support local economies.
-
Stay Informed on Market Trends: Understanding regional market dynamics can help buyers anticipate price fluctuations. Staying updated on material costs and production capabilities allows for informed purchasing decisions.
Why Is It Important to Be Cautious with Indicative Prices?
While indicative prices provide a starting point for negotiations, they can fluctuate based on market conditions, supplier capacity, and raw material availability. Buyers should seek formal quotes to ensure accurate pricing tailored to their specific requirements. Always factor in potential price changes due to external influences, such as economic conditions or supply chain disruptions, especially in diverse markets like Brazil and Germany.
Alternatives Analysis: Comparing duckbill non return valve With Other Solutions
Exploring Alternatives to Duckbill Non-Return Valves
When selecting a solution for backflow prevention in fluid management systems, it’s crucial to consider various alternatives. Each option comes with its unique set of advantages and challenges. Here, we compare the duckbill non-return valve with two viable alternatives: flap check valves and ball check valves. This analysis will help B2B buyers understand which solution best meets their operational requirements.
| Comparison Aspect | Duckbill Non Return Valve | Flap Check Valve | Ball Check Valve |
|---|---|---|---|
| Performance | Excellent at low flow rates; tight seal; low headloss | Effective but can slam shut, causing pressure spikes | Reliable for high flow; can be prone to jamming |
| Cost | Generally low upfront cost and low maintenance | Moderate initial cost; requires periodic maintenance | Higher initial cost; potential for increased maintenance costs |
| Ease of Implementation | Simple installation; position independent | Requires proper alignment; can be complex | Requires more space; installation can be challenging |
| Maintenance | Virtually maintenance-free; long lifespan | Regular maintenance needed to prevent wear | Moderate maintenance; possible blockage from debris |
| Best Use Case | Ideal for wastewater treatment and stormwater management | Suitable for general fluid systems, especially with variable flow | Best for applications with high flow and pressure variations |
Detailed Breakdown of Alternatives
Flap Check Valve
Flap check valves operate using a hinged mechanism that opens with forward flow and closes against reverse flow. While they are effective in many applications, they can experience slamming, which might result in water hammer effects, potentially damaging pipes and infrastructure. Their moderate initial costs are offset by the need for regular maintenance to ensure the hinge mechanism operates smoothly. These valves are best suited for systems with consistent flow rates but may not perform optimally in low-flow situations.
Ball Check Valve
Ball check valves utilize a ball that moves up and down within a chamber to prevent backflow. They are reliable in systems with high flow rates and pressure, making them suitable for industrial applications. However, their design can lead to blockages, especially if debris is present in the fluid. Installation can also be more complex due to the need for additional space. While ball check valves are generally more durable, their higher initial and maintenance costs may be a drawback for budget-conscious operations.
Conclusion: How to Choose the Right Solution for Your Needs
Selecting the right backflow prevention solution requires a thorough understanding of your specific application and operational needs. Duckbill non-return valves offer a cost-effective, low-maintenance option ideal for wastewater and stormwater applications, especially in low-flow scenarios. On the other hand, flap and ball check valves may serve better in environments with higher flow rates or where space is not a constraint. By carefully assessing performance requirements, budget constraints, and maintenance capabilities, B2B buyers can make informed decisions that enhance operational efficiency and reduce long-term costs.
Essential Technical Properties and Trade Terminology for duckbill non return valve
What Are the Key Technical Properties of Duckbill Non-Return Valves?
When evaluating duckbill non-return valves, understanding their technical specifications is crucial for ensuring optimal performance in various applications. Here are some essential properties:
-
Material Composition
Duckbill valves are typically made from elastomeric materials such as rubber or silicone. The choice of material affects the valve’s resistance to corrosion, wear, and environmental factors. For B2B buyers, selecting the right material is vital for ensuring longevity and reliability, especially in harsh conditions like wastewater treatment or chemical processing. -
Cracking Pressure
This refers to the minimum upstream pressure required to open the valve. A lower cracking pressure allows for immediate flow, reducing the risk of backflow in systems with fluctuating pressures. Understanding cracking pressure helps buyers ensure that the valve will operate effectively in their specific applications, minimizing the risk of system failures. -
Flow Rate Capacity
This property indicates the maximum flow rate the valve can handle without risking backflow. High flow rate capacity is particularly important in applications like stormwater management or sewage systems where rapid drainage is necessary. Buyers should assess flow rate specifications to ensure the valve meets the demands of their operations. -
Temperature Resistance
Duckbill valves must withstand a range of temperatures depending on the application. Different materials have varying temperature tolerances, and selecting a valve that can operate effectively within the required temperature range is essential. This knowledge helps buyers prevent premature wear or failure of the valve in extreme conditions. -
Installation Type
Duckbill valves can come in different installation formats, including flanged, push-in, and sleeved designs. Understanding the installation type is crucial for compatibility with existing systems. Buyers need to consider their infrastructure when selecting a valve to ensure a seamless integration.
What Trade Terminology Should B2B Buyers Understand?
Familiarizing yourself with industry terminology can significantly streamline the procurement process. Here are some common terms associated with duckbill non-return valves:
-
OEM (Original Equipment Manufacturer)
This term refers to companies that produce parts or equipment that may be marketed by another manufacturer. In the context of duckbill valves, understanding OEM relationships can help buyers identify quality and reliability in sourcing components. -
MOQ (Minimum Order Quantity)
MOQ indicates the smallest quantity of a product that a supplier is willing to sell. Knowing the MOQ is essential for buyers to manage inventory costs effectively and ensure they are not overcommitting to a supplier. -
RFQ (Request for Quotation)
An RFQ is a formal process where buyers request pricing and terms from suppliers. This document is crucial for comparing offers and ensuring that the selected duckbill valve meets both technical and financial requirements. -
Incoterms (International Commercial Terms)
These are standardized trade terms that define the responsibilities of buyers and sellers in international transactions. Familiarity with Incoterms helps buyers understand shipping costs, risks, and delivery obligations, facilitating smoother cross-border purchases. -
Lead Time
This term refers to the time taken from placing an order to receiving it. Understanding lead times is essential for B2B buyers to plan their projects effectively and avoid delays that could impact operations.
By grasping these technical properties and trade terms, B2B buyers can make informed decisions, ensuring that their selection of duckbill non-return valves meets their operational needs while also being cost-effective and reliable.
Navigating Market Dynamics and Sourcing Trends in the duckbill non return valve Sector
What Are the Current Market Dynamics and Key Trends Affecting Duckbill Non-Return Valves?
The global market for duckbill non-return valves is witnessing significant growth driven by increasing infrastructure developments, particularly in water and wastewater management sectors. In regions such as Africa, South America, the Middle East, and Europe, rapid urbanization and population growth are prompting investments in sustainable water systems. For instance, Brazil’s ongoing urban projects necessitate efficient stormwater management solutions, while Germany is focusing on modernizing its wastewater treatment facilities to meet strict environmental regulations.
Emerging technologies are also reshaping sourcing trends in this sector. Smart water management systems are integrating IoT capabilities, allowing for real-time monitoring of valve performance and reducing maintenance costs. Furthermore, advancements in materials science have led to the development of more durable and corrosion-resistant elastomers, enhancing the lifespan and reliability of duckbill valves. International buyers are increasingly seeking suppliers that provide innovative solutions that can withstand harsh environments, particularly in mining and chemical processing applications.
Market dynamics are also influenced by regulatory frameworks aimed at ensuring water quality and sustainability. Buyers must navigate compliance with local and international standards, which can vary significantly across different regions. This emphasizes the need for a thorough understanding of regulatory requirements when sourcing duckbill valves for specific applications.
How Can Sustainability and Ethical Sourcing Impact My B2B Decisions in Duckbill Valve Procurement?
Sustainability is becoming a key factor in the procurement of duckbill non-return valves. Environmental concerns related to water quality and resource management are prompting companies to seek out products that minimize ecological impact. Buyers are increasingly interested in valves that are made from recyclable materials or that have been certified for low environmental impact, such as those labeled with ‘green’ certifications.
Ethical sourcing practices are also gaining traction. Companies are expected to demonstrate transparency in their supply chains, ensuring that materials are sourced responsibly and that suppliers adhere to fair labor practices. This is particularly pertinent in regions with significant industrial activity, where the environmental and social implications of sourcing can be pronounced. Buyers can enhance their brand reputation and customer trust by prioritizing suppliers who share a commitment to sustainability and ethical practices.
Additionally, as regulations around environmental protection become more stringent, the importance of sourcing durable and low-maintenance valve options will continue to grow. Duckbill valves, with their non-mechanical design and long service life, align well with these sustainability goals, making them an attractive option for environmentally conscious companies.
What Is the Historical Context Behind the Duckbill Non-Return Valve?
Duckbill non-return valves have evolved significantly since their inception, originally designed for simple backflow prevention in various applications. Their unique design, resembling a duck’s bill, provides an effective solution for controlling flow without the complexities associated with traditional mechanical valves. Over the years, advancements in elastomer technology have enhanced their performance, making them more resilient to corrosion and wear, thus extending their service life.
In the early stages, these valves were primarily used in agricultural applications. However, their versatility has led to widespread adoption across diverse industries, including wastewater treatment, mining, and food processing. This evolution reflects a broader trend in the valve industry towards simpler, more efficient designs that meet the demands of modern infrastructure while adhering to sustainability practices. As a result, duckbill valves are now recognized as a critical component in global efforts to manage water resources effectively.
Frequently Asked Questions (FAQs) for B2B Buyers of duckbill non return valve
-
How do I solve backflow issues in my wastewater management system?
To effectively address backflow issues, consider installing duckbill non-return valves. These valves function as one-way devices that prevent reverse flow, ensuring that wastewater does not contaminate clean water supplies. Their unique design allows for low cracking pressure, enabling them to open with minimal forward flow while sealing tightly against backflow. Additionally, they are maintenance-free and resistant to corrosion, making them a reliable choice for various applications including stormwater management and sewage treatment. -
What is the best duckbill valve for sewage treatment applications?
For sewage treatment, look for duckbill valves made from durable elastomeric materials that can withstand harsh conditions. The Tideflex® Duckbill Check Valve is often recommended due to its low headloss and ability to achieve a tight seal even at low flow rates. It effectively handles solids and provides a long lifespan of 35 to 50 years without maintenance. Ensure the selected valve meets the specific flow and pressure requirements of your system for optimal performance. -
How can I customize duckbill non-return valves for my specific application?
Customization options for duckbill valves typically include size, material composition, and flange types. Many manufacturers offer tailored solutions to accommodate unique system requirements, such as high-temperature resistance or specific chemical compatibility. When seeking customization, communicate your precise specifications, including operational conditions and environmental factors, to the supplier. This ensures that the product will perform optimally in your specific application. -
What are the minimum order quantities (MOQs) for duckbill non-return valves?
Minimum order quantities can vary widely among suppliers, often ranging from a few dozen to several hundred units. Factors influencing MOQs include the type of valve, material specifications, and manufacturing capabilities. It’s advisable to discuss your needs with potential suppliers to find a balance between your demand and their production requirements. Some suppliers may offer flexible arrangements or discounts for larger orders, which can also help in inventory management. -
What payment terms should I expect when purchasing duckbill valves internationally?
Payment terms for international purchases typically include options like advance payment, letter of credit, or payment upon delivery. Many suppliers require a deposit upfront, especially for customized orders. It’s essential to negotiate terms that suit both parties and ensure security in the transaction. Additionally, consider the currency exchange rates and any potential tariffs or duties that may apply, as these can affect the overall cost of the purchase. -
How do I ensure the quality of duckbill non-return valves from suppliers?
To ensure product quality, verify that the supplier adheres to international standards and certifications, such as ISO 9001. Request detailed product specifications, test reports, and references from previous customers. It may also be beneficial to conduct a factory audit or visit the supplier to evaluate their manufacturing processes and quality control measures. Establishing a relationship with reputable suppliers can also facilitate ongoing quality assurance. -
What logistics considerations should I keep in mind when sourcing duckbill valves?
Logistics play a crucial role in international sourcing. Consider factors such as shipping methods, lead times, and customs clearance processes. Engage with suppliers who can provide reliable shipping options and track your order throughout transit. Additionally, factor in storage capabilities upon arrival, and ensure that your infrastructure can accommodate the delivery and installation of the valves without delays. -
What industries commonly use duckbill non-return valves?
Duckbill non-return valves are versatile and utilized across various industries, including wastewater treatment, stormwater management, mining, and chemical processing. Their ability to prevent backflow and handle solids makes them ideal for applications involving sewage, grit removal, and effluent control. Additionally, they are used in food and pharmaceutical industries for fluid handling. Understanding the specific requirements of your industry can help in selecting the most suitable valve for your needs.
Important Disclaimer & Terms of Use
⚠️ Important Disclaimer
The information provided in this guide, including content regarding manufacturers, technical specifications, and market analysis, is for informational and educational purposes only. It does not constitute professional procurement advice, financial advice, or legal advice.
While we have made every effort to ensure the accuracy and timeliness of the information, we are not responsible for any errors, omissions, or outdated information. Market conditions, company details, and technical standards are subject to change.
B2B buyers must conduct their own independent and thorough due diligence before making any purchasing decisions. This includes contacting suppliers directly, verifying certifications, requesting samples, and seeking professional consultation. The risk of relying on any information in this guide is borne solely by the reader.
Top 9 Duckbill Non Return Valve Manufacturers & Suppliers List
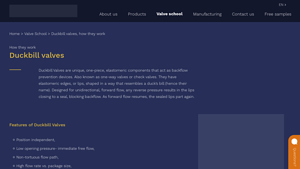
1. Minivalve – Duckbill Valves
Domain: minivalve.com
Registered: 2000 (25 years)
Introduction: Duckbill valves are unique, one-piece, elastomeric components that act as backflow prevention devices, also known as one-way valves or check valves. They feature elastomeric edges shaped like a duck’s bill, designed for unidirectional, forward flow. Key features include: position independent, low opening pressure for immediate free flow, non-tortuous flow path, high flow rate vs. package size, vir…
2. Fluid Handling Pro – Duckbill Check Valves
Domain: fluidhandlingpro.com
Registered: 2017 (8 years)
Introduction: Duckbill Check Valves are cost-effective devices used to control backpressure in sewage treatment plants, drains, and tidal actions. They are passive flow-through devices that require no maintenance, external power, or manual operation. Key features include:
– Minimum pressure required to open (cracking pressure)
– Made of robust rubber or elastomeric materials
– Flexible one-piece sleeve desig…
3. ProCo Products – ProFlex™ Style 730 Rubber Duckbill Check Valve

Domain: procoproducts.com
Registered: 1998 (27 years)
Introduction: Rubber Duckbill Check Valve – ProFlex™ Style 730
– Unique design prevents backflow and water hammer
– Ultra-quiet operation with negligible maintenance and energy costs
– All-rubber construction to resist abrasive slurries
– NSF 61 standard construction
– Sizes available: 1″ to 96″ (with special ID for concrete pipe)
– Quick interchange with any flap type check valve
– Low head loss and zero backf…
4. Cla-Val – Rubber-Flex™ Duckbill Check Valves
Domain: cla-val.com
Registered: 1996 (29 years)
Introduction: Rubber-Flex™ Duckbill Check Valves provide reliable performance and durability to withstand continuous corrosive exposure. Applications include: wastewater treatment plants, sewer systems, potable water holding tanks (single in/single out), pump protection (water hammer/valve slam), airport runways, parking lots, residential areas, commercial centers, stormwater discharge, flood control prevention…
5. Lehigh Valley Valve – Duckbill Check Valves

Domain: lehighvalleyvalve.com
Registered: 2020 (5 years)
Introduction: Duckbill Valves from Lehigh Valley Valve include various models such as Cla-Val Duckbill, Proco Low Pressure Molded Check Valves, and EVR Duckbill Check Valves in different configurations (Inline, Flanged, Jacket, Slip On). Prices range from $34.71 to $4,083.10. Free shipping is available for orders over $1500 in the plumbing category. The valves are designed for industrial applications and are ma…
6. Better Silicone – Duckbill Check Valve
Domain: better-silicone.com
Registered: 2015 (10 years)
Introduction: Duckbill Check Valve, also known as Duckbill Valve, Duckbill Non Return Valve and One Way Duckbill Valve. It is an elastomeric component that acts as a backflow prevention device or one-way valve. Duckbill Valves have elastomeric lips in the shape of a duckbill which prevent backflow and allow forward flow. Applications include wastewater treatment plants, stormwater discharge, flood control preve…
7. Silicon Gasket – Duckbill Check Valve
Domain: silicongasket.com
Registered: 2016 (9 years)
Introduction: Product Name: Duckbill Check Valve
Product Type: Non-return valve, One-way check valve
Function: Prevents backflow, allows flow of fluid, liquid, water, air, and gas as opening pressure increases
Material: Silicone rubber
Applications: Breast pumps, drains, medical devices
Model: Duckbill Check Valve
Brand: Better
Code: 3926909090
Design Features:
– Flanged and sleeved options available
– Flexibl…
8. EVR Products – Rubber Duckbill Check Valves
Domain: evrproducts.com
Registered: 1996 (29 years)
Introduction: Rubber Duckbill Check Valves – EVR Products
1. **Series CPO Slip-On Check Valve**
– Design: Efficient, quiet, and tough
– Power Source: Requires no external power sources
– Maintenance: Simple design with no moving mechanical parts, reducing maintenance costs
2. **Series CPF Flanged Check Valve**
– Design: Efficient, quiet, and tough
– Power Source: Requires no external power sour…
9. Meredith Metalworks – Duckbill One-Way Check Valve
Domain: meredithmetalworks.com
Registered: 2018 (7 years)
Introduction: Product Name: Duckbill One-Way Check Valve
Price: $21.00 (Sale Price: $26.00)
Dimensions: 25.5 x 17 x 24.5 mm
Material: 100% full rubber or silicone structure
Features:
– High temperature resistance
– No clogging
– Good sealing to prevent liquid gas backflow
– Corrosion resistance
– Long service life
– Maintenance-free
– Easy to install
– Environmentally friendly silicone material
Specifications:…
Strategic Sourcing Conclusion and Outlook for duckbill non return valve
In conclusion, strategic sourcing of duckbill non-return valves presents a significant opportunity for international B2B buyers seeking reliable, cost-effective solutions for backflow prevention across various applications. These valves, characterized by their low opening pressure, maintenance-free operation, and resistance to corrosion and fouling, offer unparalleled advantages in industries such as water treatment, mining, and food processing. By prioritizing quality and supplier reliability, businesses can ensure longevity and efficiency in their operations.
As global markets continue to evolve, particularly in regions like Africa, South America, the Middle East, and Europe, the demand for innovative and sustainable solutions will only increase. Buyers should leverage strategic sourcing practices to identify and partner with reputable manufacturers who can provide tailored solutions that meet specific operational needs.
Looking ahead, investing in high-quality duckbill non-return valves not only mitigates risks associated with backflow but also contributes to overall operational efficiency and sustainability. We encourage B2B buyers to engage with suppliers, explore product offerings, and take proactive steps toward enhancing their fluid management systems. Embrace the future of fluid control—secure your supply chain today!